河南板管一体激光切割机哪家好 淄博博力冲压设备供应
- ¥0.000
- 更新 2021-04-30
- 地区 山东淄川区山东省淄博市淄川区昆仑镇刘瓦村
- 联系 孙总 13280677737
- 淄博博力精密冲压设备有限公司进入店铺 >>
信息介绍 / Information introduction
激光增透膜,根据使用环境采用不同的镀膜技术参数。二、激光切割机的保护镜片虽然属于易损件,但是为了提高它的利用率,降低生产成本,可以通过定时清洁保护镜片,实现重复利用的目的。1、保护镜片材料为ZnSe(锌化砷),比较脆,怕摔;在拆装时要注意:不能过于用力,不能和硬物发生碰撞。表面有增透膜,怕污染、怕湿、怕油性、怕刮擦;故要求在工作中提供干燥、去油的空气,千万不要直接用手处理激光切割机保护镜片的镜片,因为皮肤油脂会对镜片表面产生长久性的伤害。相反的,您可以带手套及其**套具进行操作,对更小的镜片,使用光学镊子或真空镊子会更方便。不管用什么方法来夹激光切割机保护镜片,只能沿非光学表面夹持,比如镜匾边的磨砂边缘,河南板管一体激光切割机哪家好。2、一般情况下,在使用前和清洁的前后都需要检查激光切割机保护镜片的情况。因为大多数污染物和表面缺点的尺寸比较小,在检查镜片时我们经常需要用到放大设备。除了放大设备,有时我们还需要用一束比较亮的光来照射光学表面,增强表面污染物和缺点的镜面反射强度,这样可以更容易地发现污染物和缺点。3,河南板管一体激光切割机哪家好、当清洁一个激光切割机保护镜片时,经常使用干净的擦拭纸和光学级别的溶剂,以防止被其他污染物破坏。公司狠抓产品质量的提高,逐年立项对制造,河南板管一体激光切割机哪家好、检测、试验装置进行技术改造。河南板管一体激光切割机哪家好
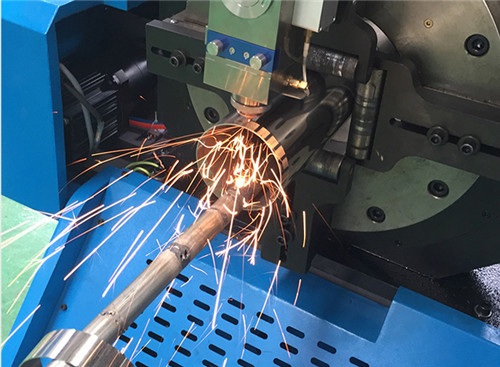
钣金车间传统加工方式包括剪板、冲裁和折弯等工艺流程。其中冲裁工艺需要大量的模具,具有少切削及无切削工艺特征。在一个产品加工时一般会配备几十套模具,甚至有的产品可能需要上百套模具。从经济角度上看,配备大量的模具,产品的成本相应增加,造成资金浪费。为适应现代钣金加工,降低生产成本和提高加工工艺,激光加工技术便应运而生。那么光纤激光切割钣金件的优势有哪些,下面我们一起来探讨。光纤激光切割钣金件的优势:1、激光切割柔性化程度高,切割速度快,生产效率高,产品生产周期短;2、激光切割无切削力,加工无变形;3、无磨损,材料适应性好,有效生命期长;4、不管是简单还是复杂钣金件,都可以用激光一次精密快速成形切割;5、其切缝窄,切割质量好、自动化程度高,操作简便,劳动强度低,没有污染;6、可实现切割自动排样、套料,提高了材料利用率,生产成本低,经济效益好。以上就是光纤激光切割钣金件的优势,更多关于激光切割机的分享尽在天辰激光官方网站。北京板管一体激光切割机种类博力冲床用先进的生产工艺和规范的质量管理,打造优良的产品!
晶石激光切割机的每周保养: 1) 检查激光器的气体混合单元是否有油、水,若有则及时清理;检查激光器气体干燥过滤器,若超过1/4颜色变成红色或者白色,则需进行更换,其正常颜色为蓝色。 2) 检查真空泵和罗咨泵的油面高度,若不够,则需添加。 3) 检查冷水机的过滤器是否有杂质。 4) 检查激光器冷却水回路是否有杂质。 5) 检查压缩空气分离器(位于气源单元内)内的冷凝水水位。 检查真空泵油位(位于气源单元下面)。 晶石激光切割机的每半年保养: 1) 检查激光切割机激光头冷却水管路是否有腐蚀现象,如果有则要及时处理或者更换管路。 2) 检查激励电源油箱是否漏油。 3) 检查高压电缆线是否有损坏。 4) 检查、清理激光谐振腔内部和所有的镜片,包括前窗镜、尾镜、反射镜等。 5) 内部镜片清理完后,应重新调整激光器的出光模式,直到达到正确的模式为止。 6) 更换真空泵油。 7) 更换罗茨泵油。 8) 仔细旋紧所有螺塞以确保罗茨泵的气密性。
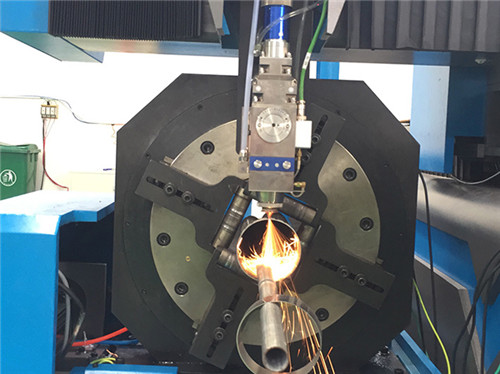
即一锥形孔带端部小圆孔。通常用实验和误差方法进行设计。由于喷嘴一般用紫铜制造,体积较小,是易损零件,需经常更换,因此不进行流体力学计算与分析。在使用时从喷嘴侧面通入一定压力Pn(表压为Pg)的气体,称喷嘴压力,从喷嘴出口喷出,经一定距离到达工件表面,其压力称切割压力Pc,气体膨胀到大气压力Pa。研究工作表明随着Pn的增加,气流流速增加,Pc也不断增加。可用下列公式计算:V=(Pg+1)V-气体流速L/mind-喷嘴直径mmPg-喷嘴压力(表压)bar对于不同的气体有不同的压力阈值,当喷嘴压力超过此值时,气流为正常斜激波,气流速从亚音速向超音速过渡。此阈值与Pn、Pa比值及气体分子的自由度(n)两因素有关:如氧气、空气的n=5,因此其阈值Pn=1bar×()。当喷嘴压力更高Pn/Pa=(1+1/n)1+n/2时(Pn;4bar),气流正常斜激波封变为正激波,切割压力Pc下降,气流速度减低,并在工件表面形成涡流,削弱了气流去除熔融材料的作用,影响了切割速度。因此采用锥孔带端部小圆孔的喷嘴,其氧气的喷嘴压力常在3bar以下。为进一步提高激光切割速度,可根据空气动力学原理,在提高喷嘴压力的前提下不产生正激波,设计制造一种缩放型喷嘴,即拉伐尔(Laval)喷嘴。为方便制造可采用如图4的结构。博力冲床品质好、服务好、客户满意度高。
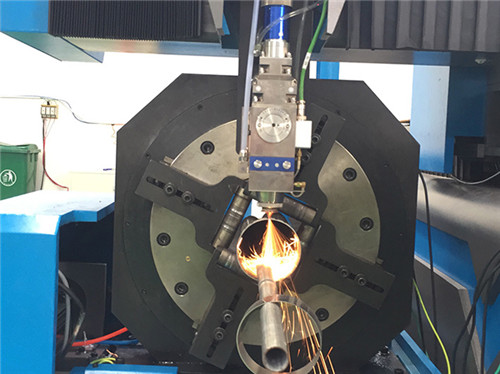
而早先的激光切割机激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。激光切割样品对于充压装置的激光切割机激光穿孔的方法主要体现在以下两个方面.1、脉冲穿孔:采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。2、爆破穿孔:材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。博力冲床深受行业客户的好评,值得信赖。河南板管一体激光切割机哪家好
以客户至上为理念,为客户提供咨询服务。河南板管一体激光切割机哪家好
光纤激光切割机排版应该注意些什么?在使用激光切割机前,我们都会将制作好的图纸导入到程序,然后再利用排版软件将图形排列在一张板上,这样激光切割机就能够对产品进行批量加工了。其中,排版过程虽然很短,但是,在这里面却隐藏着很大的学问,排版稍有不对,就会对整张板的切割效果造成很大的影响。那么,下面就来给大家列举排版中六大注意事项。1、拐角熔化当减速切割薄钢板的拐角时,激光会因产生过热而熔化拐角。在拐角处生成小半径,以保持激光的高速切割,避免在切割拐角时出现钢板过热熔化现象,从而获得良好的切割品质,并减少切割时间,提高生产力。2、共边切割将两种或以上的零件共边成一个组合,大批量的规则图形尽量共边,共边切割可以**缩短切割时间,还能节省原材料。3、余料处理切割完零件后,激光切割设备工作台上的骨架状余料需要尽快的撤下,以方便后续的切割作业。对于不具有自动卸料装置的激光切割设备,可以将骨架状余料切割成小块,以方便快速移走。从而避免了操作者因搬动沉重且边缘锋利的余料所造成的人身伤害。河南板管一体激光切割机哪家好
淄博博力精密冲压设备有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在山东省淄博市等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**淄博博力冲压设备和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。