浙江光纤激光切割机种类 淄博博力冲压设备供应
- ¥0.000
- 更新 2020-10-25
- 地区 山东淄川区山东省淄博市淄川区昆仑镇刘瓦村
- 联系 孙总 13280677737
- 淄博博力精密冲压设备有限公司进入店铺 >>
信息介绍 / Information introduction
激光切割技术到了越来越的应用,尤其是在钣金、金属切割行业。虽然金属切割行业有非常大的市场占有率,但是还是有很多用户对于如何挑选光纤激光切割机,还是有着各种各样的问题。接下来就带领着大家一起探讨如何挑选一款适合自己的光纤激光切割机。1、工材料材质首先明确自己的业务范围、切割材料的材质以及厚度等因素,根据自己的需求,来确定大约需要多大功率的,常用的加工幅面多大,目前市面上主流的激光切割机的功率从500W-6000W之间,而工作台的大小一般的厂商都可以按照客户的需求来定制。2、选择厂家确定好需求以后我们可以到市场上了解一下或者到购买过激光切割机的同行那里先看看机器的性能和基本的参数。选择几家有实力价格有优惠的厂商进行前期的沟通并和打样,后期我们就可以进行实地的考察,对于机器的价格、机器的培训、付款方式、售后服务等进行更加详细的商谈。3、选择功率在选择激光切割机性能时,浙江光纤激光切割机种类,充分考虑自身的需求,加工材质及厚度,激光器功率选择很关键,比如我们经常切割6mm以下的金属薄板,那么我们选择500W-700W的激光切割机就可以满足生产的需求,如果切割6mm以上的材料我们就需要考虑功率大一点的机器了,浙江光纤激光切割机种类,浙江光纤激光切割机种类,这样对于企业的成本控制有着很大的帮助。博力冲床为客户服务,要做到更好。浙江光纤激光切割机种类
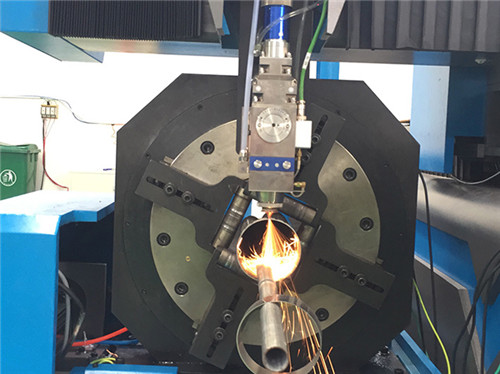
激光切割机在切割过程中,光束经切割头的透镜聚焦成一个很小的焦点,使焦点处达到高的功率密度,其中切割头固定在z轴上。这时,光束输入的热量远远超过被材料反射、传导或扩散的部分热量,材料很快被加热到熔化与汽化温度,与此同时,一股高速气流从同轴或非同轴侧将熔化及汽化了的材料吹出,形成材料切割的孔洞。下面晶石激光小编给大家讲解一下激光切割机的3种焦点关系: 1、这种方式我们也成为负焦距,因为切割点不是位于切割材料的表面也不是位于切割材料的里面,而是定位在切割材料的上方。这种方式主要使用与切割厚度高的材质。这种方式之所以将焦点定位在切割材质的上方,主要是因为厚板需要的切幅大,否则喷嘴输送的氧气极容易出现导致不足而致使切割温度下降。但这种方式的一个缺点是,切割面比较粗糙,不太实用于精密度高的切割。 2、切割焦点在工件里面 这种方式也成为正焦距。当你需要切割的工件为不锈钢或者铝材钢板时常用切割点在工件里面的模式。但这种方式的一个缺点是,由于焦点原理切割表面,切幅相对比切割点在工件表面大,同时这种模式下需要的切割气流要大,温度要足,切割穿孔时间稍长点。浙江光纤激光切割机种类博力冲床以顾客为本,诚信服务为经营理念。

即一锥形孔带端部小圆孔。通常用实验和误差方法进行设计。由于喷嘴一般用紫铜制造,体积较小,是易损零件,需经常更换,因此不进行流体力学计算与分析。在使用时从喷嘴侧面通入一定压力Pn(表压为Pg)的气体,称喷嘴压力,从喷嘴出口喷出,经一定距离到达工件表面,其压力称切割压力Pc,气体膨胀到大气压力Pa。研究工作表明随着Pn的增加,气流流速增加,Pc也不断增加。可用下列公式计算:V=(Pg+1)V-气体流速L/mind-喷嘴直径mmPg-喷嘴压力(表压)bar对于不同的气体有不同的压力阈值,当喷嘴压力超过此值时,气流为正常斜激波,气流速从亚音速向超音速过渡。此阈值与Pn、Pa比值及气体分子的自由度(n)两因素有关:如氧气、空气的n=5,因此其阈值Pn=1bar×()。当喷嘴压力更高Pn/Pa=(1+1/n)1+n/2时(Pn;4bar),气流正常斜激波封变为正激波,切割压力Pc下降,气流速度减低,并在工件表面形成涡流,削弱了气流去除熔融材料的作用,影响了切割速度。因此采用锥孔带端部小圆孔的喷嘴,其氧气的喷嘴压力常在3bar以下。为进一步提高激光切割速度,可根据空气动力学原理,在提高喷嘴压力的前提下不产生正激波,设计制造一种缩放型喷嘴,即拉伐尔(Laval)喷嘴。为方便制造可采用如图4的结构。
光纤激光切割机好用吗?主要有哪些优势?现在所能够出现的切割机设备,可以说是成为了如今的生产企业里面都需要用到的设备,因为正是通过这样的设备,才可以去完成对于工件的切割,使得现在的工件,在加工尺寸方面能够满足下一步的生产需求。很多厂家为了能够满足现在不同行业的需求,也都在进行了解激光切割机,在了解的过程当中可以发现,这样的设备是利用激光束进行切割的,所以能够保证了现在的切割面光滑,而且切割工件的速度也可以得到保证,这样的设备可以针对金属材质的工件进行切割,这样才能够成为钣金加工的得力武器。4015光纤激光切割机2、光纤激光切割机主要有哪些优势?1、激光切割机切割质量好:无接触式切割机,切边受热影响,工件基本无热变形,避免了材料打孔剪切时形成的塌陷,切缝一般不需要二次加工。2。提高样品交付速度:产品图纸成型后,可以立即进行激光加工,新产品可以在短的时间内获得。3、激光切割机狭缝:将激光束聚焦成一个小点,使焦点达到很高的功率密度,使材料迅速加热到气化的程度,蒸发形成小孔。4.激光切割机切割面光滑:切割面无毛刺,切割面粗糙度一般控制在。5.高切割精度:激光切割机定位精度为,重复定位精度为。博力冲床始终以适应和促进工业发展为宗旨。
光纤激光切割机由于它可以通过光纤传输,柔性化程度空前提高,故障点少,维护方便,速度奇快,所以在切割4mm以内薄板时光纤切割机有着很大的优势,但是受固体激光波长的影响它在切割厚板时质量较差。光纤激光器激光切割机的波长为1.06um,不易被非金属吸收,故不能切割非金属材料。光纤激光的光电转化率高达25%以上,在电费消耗、配套冷却系统等方面光纤激光的优势相当明显。根据国际安全标准,激光危害等级分4级,光纤激光由于波长短对人体由于是眼睛的伤害大,属于危害比较大的一级,出于安全考虑,光纤激光加工需要全封闭的环境。光纤激光切割机作为一种新兴的激光技术,普及程度远远不如CO2激光切割机。博力冲床倾城服务,确保产品质量无后顾之忧。江苏板管一体激光切割机哪家好
公司可靠的质量保证体系和经营管理体系,使产品质量日趋稳定。浙江光纤激光切割机种类
而早先的激光切割机激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。激光切割样品对于充压装置的激光切割机激光穿孔的方法主要体现在以下两个方面.1、脉冲穿孔:采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。2、爆破穿孔:材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。浙江光纤激光切割机种类
淄博博力精密冲压设备有限公司位于山东省淄博市淄川区昆仑镇刘瓦村。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下激光切割机,气动冲床,开式冲床,固定台式冲床深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。淄博博力冲压设备凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。