山东硬轨焊接小车厂家直销 胜欧数控
- ¥0.000
- 更新 2020-06-02
- 地区 山东淄博市桓台县山东省淄博市桓台县果里镇东边村
- 联系 姜华 13276436092
- 淄博胜欧数控科技有限公司进入店铺 >>
信息介绍 / Information introduction
埋弧焊焊接是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3自动送进焊丝并移动电弧实施焊接。埋弧焊的主要特点如下:1、电弧性能独特(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量**降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,山东硬轨焊接小车厂家直销,力学性能好;(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,使焊接过程的稳定性提高;(2)焊接电流下限较高。3、生产效率高由于焊丝导电长度缩短,山东硬轨焊接小车厂家直销,电流和电流密度明显提高,山东硬轨焊接小车厂家直销,使电弧的熔透能力和焊丝的熔敷速率**提高;又由于焊剂和熔渣的隔热作用,总的热效率**增加,使焊接速度极大提高。

焊接小车特点及优势焊接小车是实现现垂直焊接、横向焊接和水平焊接等多种位置焊接的装置。轨道是装卡在管子上供焊接小车行走和定位的**机构,其的结构直接影响到焊接小车行走的平稳度和位置度,也就影响到焊接质量。轨道应满足下列条件:装拆方便、易于定位;结构合理、重量较轻;有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较轻,精度没有刚性轨道高。焊接小车特点1.具有直线摆动功能。摆动模式、摆动幅度、摆动速度、摆动中心位置和左右停留时间等各种摆动参数都可以调节。2.用数码显示小车运行速度。3.摆动焊接时为了防止咬边和焊不足现象的出现,设置了左右摆动停止时间调节功能。4.焊接停止时焊自动回复到焊道中心位置。5.具有自动收弧功能。6.用于造船、桥梁制造、车辆制造、石油和金属设备等。全位置自动焊接小车:全位置智能焊接机器人研究及应用机器人具有位置传感器。
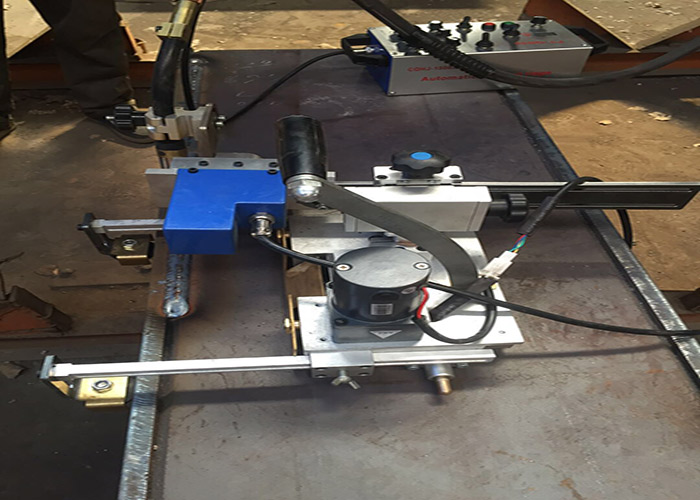
5)焊接停止时焊自动回复到焊道中心位置。6)具有自动收弧功能。7)具有电流电压调节功能和点动送丝功能。具有快速回程功能。9)标准配置提供。轨道小型化轻型化挪动方便,还可以对接延长使用。适用环境:一般用于规则的垂直对接焊、水平对接焊缝,通过调整焊位置和角度,也可以进行角焊、横焊。4.外形图及主要构件说明直流电机:小车行走的动力装置。使用AC220V的电源。轨道:柔性轨道,有一定的回弹性,标准配置为,可以对接延长使用。导轨的安装磁铁:轨道的固定装置。能产生60Kg的吸力,可以牢固的吸附在工件上。带有脱卸手柄,便于轨道的拆卸和移动。控制面板:小车的控制中枢,一切动作都由此控制。离合装置:小车轨道轮离合装置。安装时拧动此手柄,带动轨道轮张开,轨道轮卡在轨道上以后,松开此手柄,轨道轮自动锁紧。当此手柄处于半离合状态时可以实现快速回程功能。-Y微调滑块:焊位置的调节机构。X方向的调节范围为±20mm,Y方向的调节范围为±20mm。摆动电机(摆动头部):摆动器的驱动装置。采用高精度直流马达,其功率为6W。焊夹:焊的夹持装置。可以调节焊的角度,调节范围±90°。9离合器:向左打开为锁紧,只有在锁紧状态设备可以正常行走,向右为松开。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。