天津光纤激光切割机价格 淄博博力冲压设备供应
- ¥0.000
- 更新 2020-06-01
- 地区 山东淄川区山东省淄博市淄川区昆仑镇刘瓦村
- 联系 孙总 13280677737
- 淄博博力精密冲压设备有限公司进入店铺 >>
信息介绍 / Information introduction
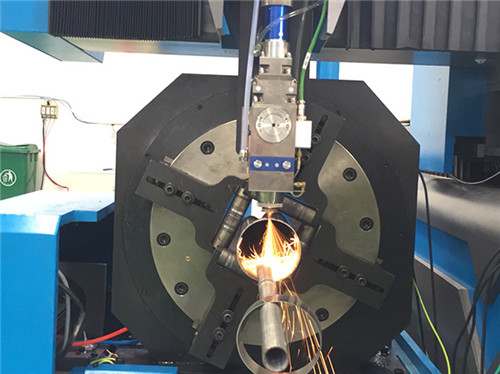
为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。在采用脉冲穿孔的情况下,为了获得高质量的切口,从工件静止时的脉冲穿孔到工件等速连续切割的过渡技术应以重视。从理论上讲通常可改变加速段的切割条件:如焦距、喷嘴位置、气体压力等,天津光纤激光切割机价格,但实际上由于时间太短改变以上条件的可能性不大。在工业生产中主要采用改变激光平均功率的办法比较现实,天津光纤激光切割机价格,具体方法有以下三种:(1)改变脉冲宽度;(2)改变脉冲频率;(3)同时改变脉冲宽度和频率。实际结果表明,第(3)种效果比较好。3.喷嘴设计及气流控制技术:激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。因此除光束的质量及其控制直接影响切割质量外,喷嘴的设计及气流的控制(如喷嘴压力,天津光纤激光切割机价格、工件在气流中的位置等)也是十分重要的因素。目前激光切割用的喷嘴采用简单的结构。
光纤激光切割机在切割机市场占的份额越来越大,下面晶石激光小编给大家讲解一下: 1、切割精度高:激光切割机定位精度0.05mm,重复定位精度0.03mm。 2、激光切割机切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝,切口宽度一般为0.10-0.20mm。 3、激光切割机切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra6.5以内。 4、激光切割机速度快:切割速度可达10m/min较大定位速度可达30m/min比线切割的速度快很多。 5、激光切割机切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。 6、不损伤工件:激光切割头不会与材料表面相接触,保证不划伤工件。 7、不受工件形状的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其它异型材。 8、激光切割机可以对多种材料进行切割加工:如塑料、木材、PVC皮革、纺织品、有机玻璃等。 9、节约模具投资:激光加工不需模具,没有模具消耗,无须修理模具,节约更换模具时间,从而节省了加工

不锈钢激光切割机在加工过程中有哪些优势?光纤激光切割机是一种先进的数控切割装备,在工业加工应用中十分普遍,在应用的过程中,不只可以满足金属切割加工需求,还可以达到高精度的切割规范,备受用户喜爱,那么为甚么会颇受用户爱好呢?那就是与产品自身的优势密切相干,下面就为大家介绍一下。VS-30金属激光切割机1、因为无接触加工,而且光纤激光切割机激光束的能量及移动速度都可调,因此可以完成多种加工。2、加工过程当中无“”磨损,无“切削力”感化于工件。3、加工的工件热影响区小,工件热变形小,后续加工量小。4、易于导向,经过聚焦可以完成各种目标变换,极易与数控系统合营,关于复杂工件停止加工,是一种极其灵敏的切割加工方法。5、主动化水平高,可以全封闭加工,污染少,噪声小,很好的简单化了操作人员的任务情况。6、系统自身是一套计算机系统,可以便利的编排、修改,适合特点化加工,特别是对一些轮廓外形复杂的钣金件,批次较多批量大,产品生命周期不长,从技巧,经济成本和时间角度来衡量,制作模具不划算,激光切割尤具优势。7、加工的能量密度很大,感化时间短,热影响区小,热变形小,热应力小,加上激光为非机械接触加工。

免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。