山东自动焊接小车价格 胜欧数控
- ¥0.000
- 更新 2020-05-02
- 地区 山东淄博市桓台县山东省淄博市桓台县果里镇东边村
- 联系 姜华 13276436092
- 淄博胜欧数控科技有限公司进入店铺 >>
信息介绍 / Information introduction
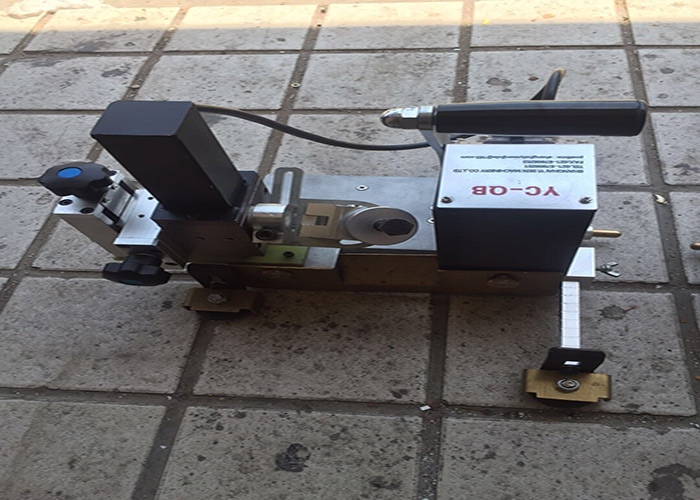
全位置焊接小车应用难点与对策:改进全位置焊接小车电源国外焊接小车直接采用110~220V电压供电,在供电过程中,由于电压过高,必须设置警戒线,即便如此,也无法完全确保焊接过程施工人员的生命安全。考虑到在220V的基础上增加变压器,山东自动焊接小车价格,使电压降到安全电压24V后,施工人员在拎小车的过程中还需拖拉电源线,极为不便,因此采用锂电池作为供电装置,简化了电源配置及电源接线等众多繁杂工作,使焊接小车能更好的服务于不同作业场合,山东自动焊接小车价格,山东自动焊接小车价格。改进全位置焊接小车摆动器全位置焊接小车的摆动装置电动机采用无刷电动机,其使用寿命为常规有刷电动机的5~10倍,同时摆动无刷电动机输出的转子位置反馈信号可直接作为焊接摆动装置的摆动角度控制信号,不仅简化了外设位置传感器,更有效杜绝了因多余外设引入的故障率及寿命问题。
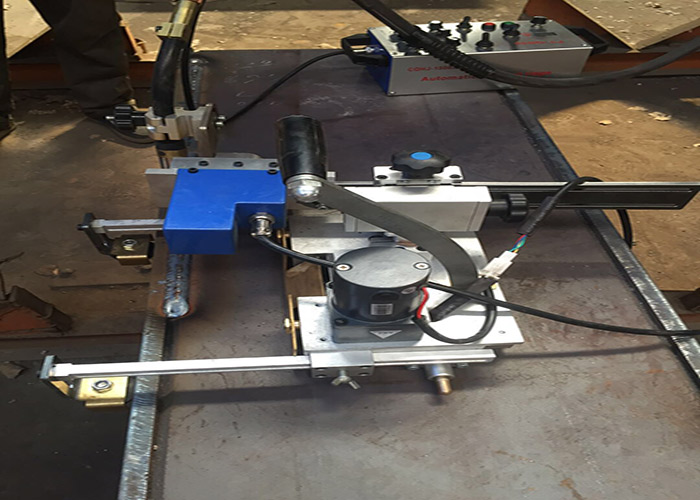
无轨焊接小车改进型工艺要点分析。(4)无轨同步双边焊接重点剖析首先,管道切割机小车采用车轮为永磁性小车,调整直线行驶路径,进而带动气体保护焊qiang向前施焊,避免了非磁性小车向前行走过程中行走路径发生变化。第二,两台气体保护焊焊机选择型号相同的奥太焊机,焊接前将焊接参数、焊qiang角度调节到正常施焊的焊接状态,避免了不同型号焊机双边焊接时不同步对焊缝产生不良影响。第三,焊接前预先将焊接腹板按常规要求采用半自动切割机加工坡口,并利用校正机将板件校正平整,严禁利用波浪变形的板件组立、焊接。第四,气体保护焊qiang在施焊前需将焊qiang稳固的固定在转动轴上,避免松动影响正常施焊。第五,H型钢或箱型在正式焊接前,应在端头加设引弧板及引出板,材质与母材材质相同,进而保证主体焊缝的焊接质量。

自动焊接小车有效自动化焊接技术现状。20世纪90年代,我国焊接工业以实现焊接过程的机械化和自动化为战略目标,在各行业的科学技术发展中得到了实践。在发展焊接生产自动化和过程控制智能化、研究开发焊接生产线和柔性制造技术、开发应用计算机辅助设计制造技术等方面取得了很大进展。(1)熔化极气体保护焊将逐步取代手工电弧焊,成为焊接的主流。预计未来10年,实心药芯焊丝占焊材的比例将从15%提高到30%,药芯焊丝将从2%提高到20%,埋弧焊接材料将继续以10%的水平增长。其中,药芯焊丝的增长速度明显加快,在未来20年内将超过实芯焊丝,**终成为焊接行业的主导产品。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。