信息介绍 / Information introduction
全位置自动焊接小车有两种行走方式,第二种是采用磁轮行走机构,小车依靠强磁车轮吸附于工件表面,用导向轮进行定位,沿着焊缝行走,可以实现直线和曲线的自动焊接。全位置自动焊接小车一般设有一个或两个的焊qiang夹持装置,用来夹持普通气体保护焊机的焊qiang。焊qiang夹持装置设有**直线往返式摆动的装置,用数字方式调节摆动幅度、中心位置的移动,山东自动焊接小车、左停止时间、右停止时间及摆动速度,山东自动焊接小车,并具有停止焊接时焊qiang自动停止在中心回位的功能。自动焊接摆动小车,与手工焊接相比,焊接几乎不受焊工技术水平的影响;焊接过程稳定,缺点少,焊缝表面清洁,焊接质量提高;焊接过程中,焊丝可以连续送进,山东自动焊接小车,熔敷速度快,减少了焊工换焊条或变换姿势或休息的时间,极大提高了生产率;可进行一次性长距离焊接,焊接过程飞溅小,烟尘少,可以一人操作两台设备,极大降低了工人的劳动强度。
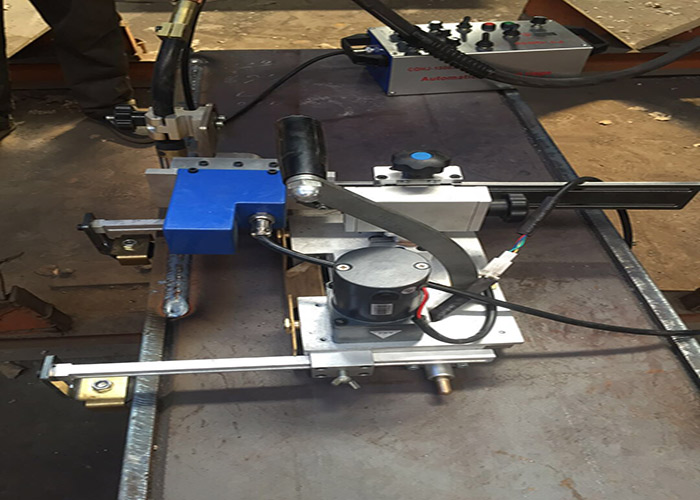
小车主体:也是小车的驱动装置,包括电机,行星减速箱,齿轮、导向轮等。控制箱。可以调节小车的所有动作,详细内容参考后续的“面板说明”;横移装置:在焊接直条缝(如集装箱)利用此装置调整焊炬避免频繁地移动导轨。焊炬微调滑块。是调节焊枪位置的装置,焊接当中可以进行左右的微调。摆动器:焊接过程中各种焊接模式需他来执行。电源插座:此为外接电缆插座,机器的接地线也与此插座:此电缆插座负责小车与送丝机的连接及电力供应。(电缆的端有两个分支,一个接送丝机,另一个接电源。手柄:移动本装置,请握紧此手柄。离合手柄,和拆卸手柄;钢带导轨。引导小车的行走路线。安装有强力永磁磁铁,轨牢固地吸附工件之上,以适应各种焊接需求,尤其适合径大于750mm的圆弧材料的焊接。磁铁:强力离合式磁铁,要移动导轨时请将所有磁控开至“OFF".x-Y滑块:是调节焊枪位置的装置,焊接当中将焊枪进行上下左右的微调。焊枪微调装置:用此装置可准确引导焊枪对准焊接部位;电缆架:可将架住靠近焊枪部分电缆,减轻摇摆器的负担;焊枪:直***或弯***,用户选购。
埋弧焊焊接是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3自动送进焊丝并移动电弧实施焊接。埋弧焊的主要特点如下:1、电弧性能独特(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量**降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,力学性能好;(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,使焊接过程的稳定性提高;(2)焊接电流下限较高。3、生产效率高由于焊丝导电长度缩短,电流和电流密度明显提高,使电弧的熔透能力和焊丝的熔敷速率**提高;又由于焊剂和熔渣的隔热作用,总的热效率**增加,使焊接速度极大提高。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。