山东火焰数控切割机报价 胜欧数控
- ¥0.000
- 更新 2020-04-09
- 地区 山东淄博市桓台县山东省淄博市桓台县果里镇东边村
- 联系 姜华 13276436092
- 淄博胜欧数控科技有限公司进入店铺 >>
信息介绍 / Information introduction
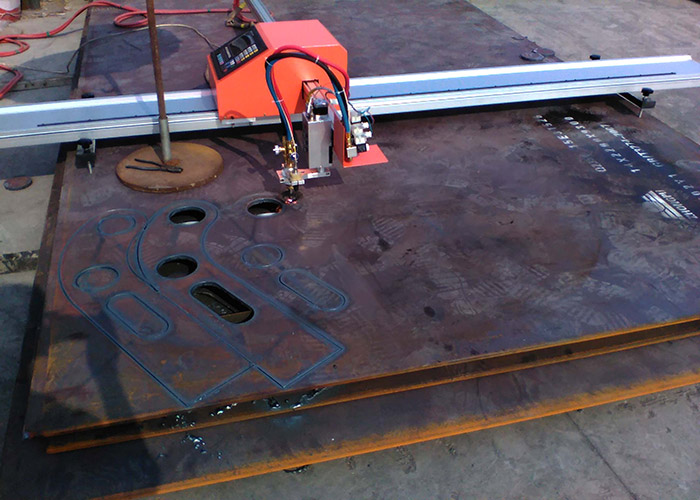
关于龙门式数控等离子切割机的精度与速度控制,通过大量的实践可以看出存在一个相互平衡的过程。当切割速度过快,势必导致切割精度不足,割面不整的现象;反过来为了保证切割精度,提高割缝割面质量,对切割速度的设置将存在一个无法逾越的上限,那么关于数控等离子切割机的速度与精度平衡处理,作为切割机厂家的用户来说,需要注意那些方面呢?下面,胜欧数控将会为您一一介绍:切割精度:对用于建筑行业类一般要求在±;但对用于汽车反光镜类要求在±;在钢板加工的切割要求是越低越好,但没有哪家做的到现今都是±。现在各机械厂商能提供的切割精度一般都在±,但这不能光看产品说明书的介绍,在验收时应有一套完整的测试切割精度的程序,要以测量实际切割的产品精度为准,我们一般有十几个测试样面。通过测试我们可掌握切割平台的平整度和控制系统的同步控制水平,这样我们才能选到合适的数控等离子切割机,山东火焰数控切割机报价。切割速度:在满足了切割精度的前提下我们才能谈速度,由于切割平台较短,山东火焰数控切割机报价,山东火焰数控切割机报价,用眼睛很难判断是否达到比较高速度,我们可利用数控等离子切割机的伺服驱动器所配的软件模拟功能来查看电机的转速是否达到比较高。在测试切速时不用实切。
很多客户很多时候不知道如何选择激光切割机,也不消掉如何评判激光切割机切割质量的标准,下面,我给大家列出了事项,大家可以作为参考。粗糙度。激光切割断面会形成垂直的纹路,纹路的深度决定了切割表面的粗糙度,越浅的纹路,切割断面就越光滑。粗糙度不仅影响边缘的外观,还影响摩擦特性,大多数情况下,需要尽量降低粗糙度,所以纹路越浅,切割质量就越高。垂直度。如何钣金的厚度超过10mm,切割边缘的垂直度非常的重要。远离焦点时,激光束变得发散,根据焦点的位置,切割朝着顶部或者底部变宽。切割边缘偏离垂直线百分之几毫米,边缘越垂直,切割质量越高。切割宽度。切口宽度一般来说不影响切割质量,**在部件内部形成特别精密的轮廓时,切割宽度才有重要影响,这是因为切割宽度决定了轮廓的**小内经,当板材厚度增加时,切割宽度也随之增加。所以想要保证同等高精度,不管切口宽度多大,工件在激光切割机的加工区域应该是恒定的。纹路。高速切割厚板时,熔融金属不会出现于垂直激光束下方的切口里,反而会在激光束偏后处喷出来。结果,弯曲的纹路在切割边缘形成了,纹路紧紧跟随移动的激光束,为了修正这个问题,在切割加工结尾时降低进给速率。

先考虑下这设备能不能满足自己的加工需求。自己的工件尺寸和材质一定要告诉生产厂家,就跟买车一样,你是要拉货呢还是要拉人呢,要说出自己的要求。尺寸包含厚度,长度,宽度。材质和厚度主要决定是火焰还是等离子。火焰温度相对等离子来说要低一些,一些不锈钢和有色金属火焰就切不动。长度主要确定导轨的长度,设备的有效切割距离。宽度主要确定设备割嘴的纵向移动距离。确定型号比如说用户要切割10mm的不锈钢,尺寸2*4米。厂家会建议用等离子经济龙门数控切割机,10米的。下面设计到用等离子电源是选国产的还是进口的,用什么系统(北京斯达特、上海交大、美国海宝数控系统),什么样的弧压调高等。很多厂家都是选配,看客户的承受能力,当然贵的设备肯定是精度、效率、使用寿命会更好一些。

免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。