山东火焰数控切割机 胜欧数控
- ¥0.000
- 更新 2020-03-18
- 地区 山东淄博市桓台县山东省淄博市桓台县果里镇东边村
- 联系 姜华 13276436092
- 淄博胜欧数控科技有限公司进入店铺 >>
信息介绍 / Information introduction
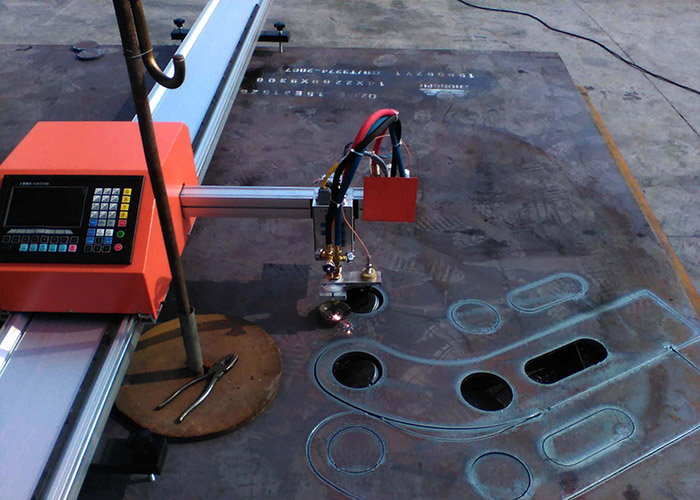
数控等离子切割机具有多功能、高速、高精度、低劳动强度和高度自动化等特点,适合于加工多品种、小批量,山东火焰数控切割机、形状复杂、调换频繁的零件,普遍运用于汽车、机车,山东火焰数控切割机、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等许多行业。接下来就为大家介绍数控等离子切割机使用技巧、保养方法及选用条件。数控等离子切割机使用技巧,切割应从边缘开始尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。减少不必要的“起弧(或导弧)”时间起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。喷嘴不要过载使用让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。采用合理的切距按照使用说明书的要求,山东火焰数控切割机,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的比较大高度。穿孔厚度应在机器系统的允许范围内切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。

都有自己**适合的切割尺寸范围,通常小功率等离子适合切割薄板,这是大家众所周知的,等离子功率过大,反而不适用于切割薄板!目前国内2mm以下钢板,采用国产40-60A等离子切割的较多,偶尔也用用进口的,但数量不多,因为价格比较贵。在此严重申明,低于2MM以下钢板,切记除选用高速台式薄板**等离子切割机之外,其他任何机型:如便携式、龙门式等都不适用于切割。超过2mm则不受这个限制,都可以使用。而较厚钢板如2-16mm钢板,便携式和龙门式机型都能切割,再厚了,如25mm的板甚至更厚的,则只有龙门式机型才是合适的选择!切割材料这个一般从事金属加工的技术人员都知道,等离子用来切割不锈钢及其他合金材料是它的长处,碳钢板则主要依靠火焰切割方式来作业,所以只要有不锈钢,就必须选配等离子切割机!否则用火焰是不能实现加工的!
相贯线切割机系统: 用户编程形象简单。只需填入相应的参数,可在一个管子上连续自动生成多点母管和支管的切割(和焊接)程序。 丰富的图库,包括任意对接的三通管(母管和支管),管截断,任意多边形,支持循环加工。 通过示教编程,可灵活生成自己的加工轨迹。 通过3轴联动控制,确保加工(切割)出来管子变角度坡口,可达到两管配合后焊道等宽的效果。 图形拼接功能,可以一次输入参数,直接生成全部加工代码; 具有割缝补偿,原轨迹回退功能; 断点恢复,自动断电恢复功能,断点自动记忆; 任意选段和选穿孔点加工功能; 回退,选段,断点恢复中, 可任选穿孔位置等功能,极大方便用户的操控; 参数示意图形象生动; 采用了特殊的小线段处理功能,行走流畅; 可以实现非相贯切割,在管子上切割出任意的其他图案; 非相贯切割时的割缝补偿功能; (注:以实际系统为准) 中英文操作界面转换,动态图形显示,1~8倍的图形放大,动点自动跟踪,采用U盘读取程序和及时软件

免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。