山东数控火焰切割机 胜欧数控
- ¥0.000
- 更新 2020-02-23
- 地区 山东淄博市桓台县山东省淄博市桓台县果里镇东边村
- 联系 姜华 13276436092
- 淄博胜欧数控科技有限公司进入店铺 >>
信息介绍 / Information introduction
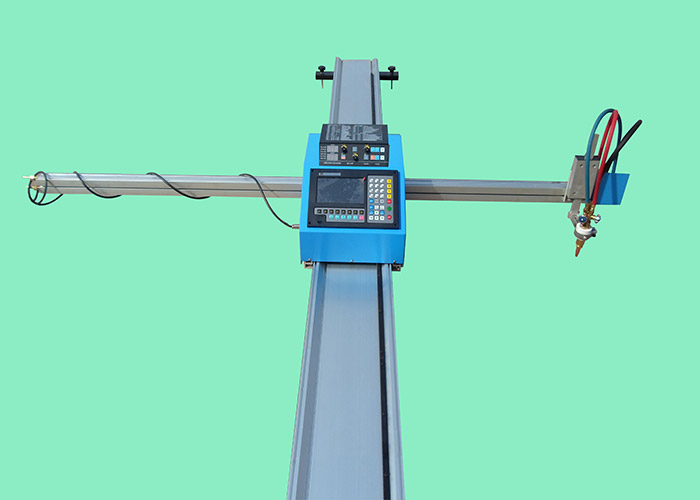
相贯线切割机 本机设计结构先进可靠,数控系统具有中文界面以及图形与数据结合的人机对话功能,操作十分简单,且适用于长期连续加工运行控制稳定、可靠。 软件设计了合理的切割引入引出线,保证切割面的工作质量,山东数控火焰切割机。每次切割后的参数可保存为工艺文件,实现资料管理。 传统的手工管道相贯线切割工艺繁难,效率低,加工精度低,此类加工以往大多采用制作样板、划线、人工放样、手工切割、人工打磨等落后繁复操作工艺。而 XCUT 系列数控管子相贯线切割机正是针对这一要求而设计 研发的进行管道相贯线切割专有的自动化设备。 是一种对钢管与有色金属管子的结合处相贯线孔、相贯线端部、弯头(虾米节)进行自动计算和切割的设备,它能够进行主管与若干支管的多种相交形式的相贯线计算,无需操作者计算、编程,只需输入管道相贯系统的管子半径相交角度等参数,机器就能自动并且十分方便地并完成多轴联动控制,切割出管子的相贯线,山东数控火焰切割机、相贯线孔以及焊接坡口实现主管或支管的相贯线切割。 本机采用数字化控制,山东数控火焰切割机,设备控制轴数有叁轴机型。除了系统自带强大编程功能之外,还可以与其他专业建筑结构设计软件结合,实现 CAD/CAM 功能。 火焰切割适用于碳钢管材的切割,使用氧气- 燃气模式。
在现代很多的行业中我们看到很多数控切割机的使用,但是不能保证能得到理想中的切割质量,各个切割参数都被限制在一个狭窄的范围之内,就目前来看,只能通过不断的试验才能得到比较合理的参数,这种方式验证数控切割机质量就费事很多,而且没有办法对切割过程中出现因素做出响应。高质量的数控切割机主要是指能够无切割缺点且切割面粗糙值小,所以在实施检测试验古城中,目标应能够识别切割缺点,并且检测到反映切割面粗糙程度的信息,其中以获得粗糙面的信息**为重要,难度也是比较大的。粗糙面的检测工作,**重要的研究成果就是发现了切割前沿光辐射信号脉动频率的主频等于切割面切割条纹的频率,而切割条纹的频率又跟粗糙度有很大关系,我们就采用光电管检测到辐射信号就能和切割面粗糙度联系起来,这种检测粗糙程度的方法比较简单,但是也有很多不足之处:经过进一步研究我们表明,切割前沿光辐射信号主频和切割面上部条纹频率的一致性于较小切割速度的范围内,当大于一定的切割速度时,信号主频消失,已找不到与上训切割条纹相关的任何信息。所以金属切割**是需要依靠前沿光辐射信号局限性较大,很难在正常切割速度下获得有效的有价值的切割机粗糙信息。

相贯线切割机系统: 用户编程形象简单。只需填入相应的参数,可在一个管子上连续自动生成多点母管和支管的切割(和焊接)程序。 丰富的图库,包括任意对接的三通管(母管和支管),管截断,任意多边形,支持循环加工。 通过示教编程,可灵活生成自己的加工轨迹。 通过3轴联动控制,确保加工(切割)出来管子变角度坡口,可达到两管配合后焊道等宽的效果。 图形拼接功能,可以一次输入参数,直接生成全部加工代码; 具有割缝补偿,原轨迹回退功能; 断点恢复,自动断电恢复功能,断点自动记忆; 任意选段和选穿孔点加工功能; 回退,选段,断点恢复中, 可任选穿孔位置等功能,极大方便用户的操控; 参数示意图形象生动; 采用了特殊的小线段处理功能,行走流畅; 可以实现非相贯切割,在管子上切割出任意的其他图案; 非相贯切割时的割缝补偿功能; (注:以实际系统为准) 中英文操作界面转换,动态图形显示,1~8倍的图形放大,动点自动跟踪,采用U盘读取程序和及时软件

免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。