淮北二模四冲冷镦机销售 广东省钰海机械供应
- ¥0.000
- 更新 2025-12-17
- 地区 广东省佛山市南海区佛山市三水区西南街道五顶岗村民委员会官员东村“三角口”(土名)之五车间6号(住所申报)
- 联系 章胜 17725793344
- 广东省钰海机械有限公司进入店铺 >>
信息介绍 / Information introduction
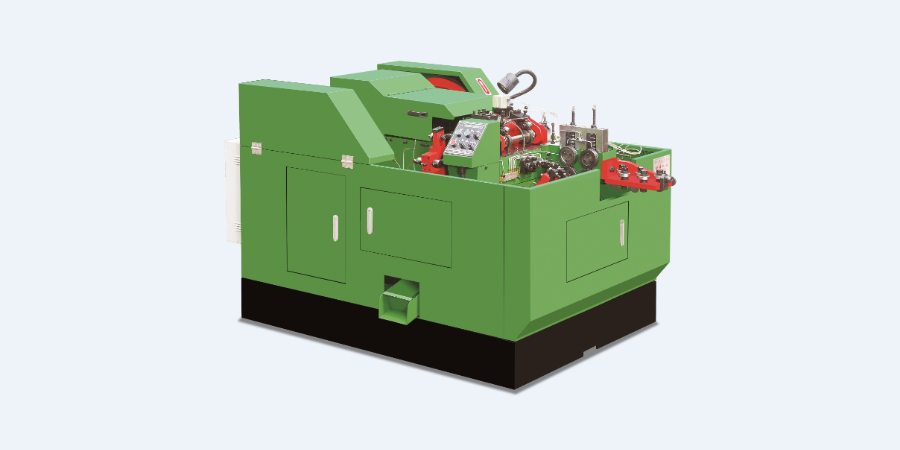
在工时节省上,冷镦机的多工位连续成型设计大幅缩短加工周期:4-6 工位机型可一次性完成线材切断、头部镦粗、杆部缩径、螺纹预成型等工序,单件螺栓加工时间只需要 3-5 秒,较传统 “切断 - 车床加工 - 铣削 - 打磨” 分步工艺(单件需 20-30 秒)效率提升 5-6 倍。同时,设备配备自动化送料系统(如伺服送料机构),可实现线材连续供给,无需人工频繁上料;部分机型还集成在线尺寸检测功能,省去后续人工抽检环节,单台设备日均产能可达 2-5 万件,相当于 3-4 台传统设备的产能,大幅减少设备占用工时与人工操作工时,帮助企业快速响应大批量订单需求。冷镦机高效锻压金属线材成螺栓等标准件,为紧固件企业省原料、省工时。淮北二模四冲冷镦机销售
在质量管控方面,冷镦机生产企业需建立从原材料采购、零部件加工、整机装配到成品检测的全流程质量管控体系,原材料需选用高强度合金钢材,关键零部件如齿轮、曲轴需经过热处理强化,整机装配后需进行空载试运行、负载测试、精度检测等多项试验,确保设备各项性能指标达标;使用企业则需严格按照设备操作规程进行操作,定期进行维护保养和精度校准,同时建立产品质量检测机制,对冷镦成型的零件进行尺寸检测、力学性能测试等,确保产品符合相关标准。遵循行业标准和加强质量管控,是冷镦机行业健康发展的重要保障。绵阳二模四冲冷镦机厂家东莞五金加工用钰海冷镦机,成型效率远超传统设备。
针对医疗器械配件对表面质量与成本控制的双重需求,冷镦机凭借冷态塑性成型工艺,成为该领域加工的设备。医疗器械配件(如骨科螺钉、导管接头、输液器连接件)需满足极高的生物相容性与无菌标准,表面毛刺不仅可能引发组织刺激、血液凝固等安全隐患,还会增加清洁消毒难度,而冷镦机通过 “模具约束 + 金属流线成型” 模式,从源头规避毛刺产生。加工时,金属坯料在常温下被模具挤压塑形,金属晶粒沿成型方向均匀分布,既避免了切削加工中刀具切削产生的刃口毛刺、崩边,又能使配件表面粗糙度稳定控制在 Ra 0.4μm 以下,部分精密配件甚至可达 Ra 0.2μm,完全符合 YY/T 0993 等医疗器械表面质量标准。这种 “一次成型即达标” 的特性,省去了传统加工后需额外投入的去毛刺工序(如手工打磨、电化学去毛刺、激光抛光等),不仅减少了人工成本(传统去毛刺工序需专业工人逐件处理,工时成本占比超 20%),还避免了后续处理对配件尺寸精度的影响(如打磨过度导致的尺寸偏差)。
为满足汽车零部件制造商对螺栓精度的严苛需求,冷镦机凭借独特加工优势成为重要设备。汽车螺栓作为关键连接部件,需承受发动机高温、底盘振动等复杂工况,精度直接影响整车安全性与装配稳定性,而冷镦机通过冷态塑性变形工艺,从根源上保障加工精度。其加工过程无需高温加热,避免热胀冷缩导致的尺寸偏差,能将螺栓外径、长度公差控制在 ±0.01mm 内,同轴度精度稳定在 0.02mm 以内,完全符合汽车行业对关键紧固件的精度标准。同时,冷镦机采用多工位连续成型技术,通过模具控制金属流动,可一次性完成头部镦粗、杆部缩径等工序,减少切削加工带来的精度损失,使螺栓表面粗糙度达 Ra 0.8μm,降低装配时的摩擦损耗。冷镦机带实时监控,显参数与状态,方便调整,确保生产节奏稳。

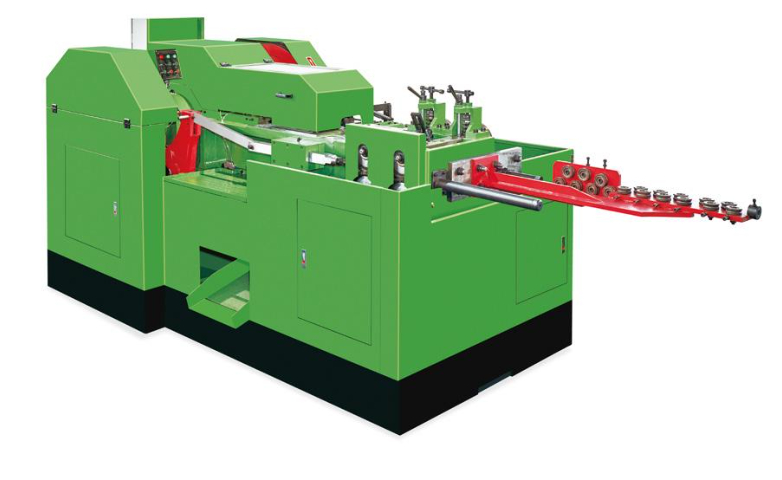
在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 —— 以五金厂常用的 M6 螺柱为例,传统切削加工单件需 1.2 分钟,且需 3 道工序流转,而冷镦机单件加工只需 0.4 分钟,配合多工位转盘设计,单台设备日产能可达 1.2 万件,较传统工艺提升 35%,轻松实现 “提效 30%+” 的目标。家具五金企业别错过,冷镦机加工滑轨配件,尺寸准,助力产品升级。巴中四模四冲冷镦机厂家
东莞钰海冷镦机运行稳定,连续生产无故障,保障交货期。淮北二模四冲冷镦机销售
当出现参数偏离预设阈值(如外径公差超 ±0.01mm、液压压力波动超 5MPa)时,系统会立即触发声光报警,同时在屏幕标注异常项(如 “模具温度过高”“送料机构卡顿”),并提供基础调整建议(如 “降低模具加热功率”“检查送料滚轮压力”)。操作人员无需停机拆解设备,可直接通过触控屏微调参数 —— 例如发现头部高度偏差时,只需拖动 “镦压力度” 滑块,系统便会同步反馈调整后的实时数据,直至参数回归标准范围,整个调整过程耗时通常不超过 2 分钟,较传统 “停机检测 - 经验调整 - 试生产验证” 的流程(需 30 分钟以上)效率提升 15 倍,有效避免因参数偏差导致的批量废品(可将废品率控制在 0.8% 以内)。淮北二模四冲冷镦机销售
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。