安徽光纤激光切割机种类 淄博博力冲压设备供应
- ¥0.000
- 更新 2020-02-17
- 地区 山东淄川区山东省淄博市淄川区昆仑镇刘瓦村
- 联系 孙总 13280677737
- 淄博博力精密冲压设备有限公司进入店铺 >>
信息介绍 / Information introduction
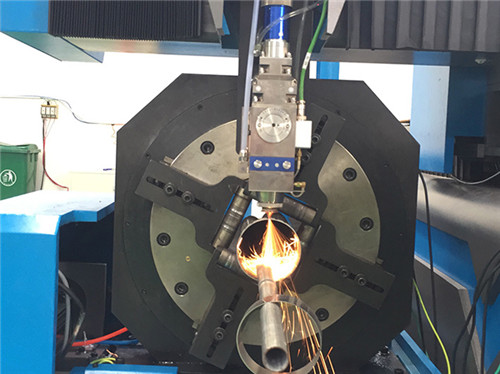
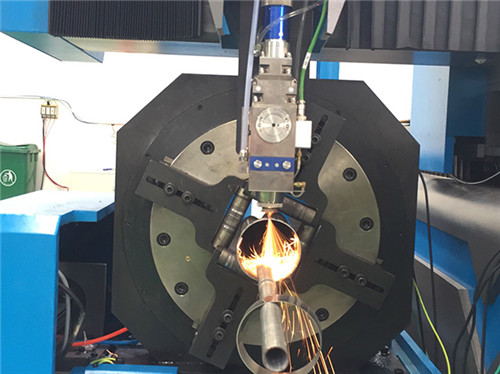
而早先的激光切割机激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。激光切割样品对于充压装置的激光切割机激光穿孔的方法主要体现在以下两个方面.1、脉冲穿孔:采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小,安徽光纤激光切割机种类。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,安徽光纤激光切割机种类,安徽光纤激光切割机种类,以实现气体种类、气体压力的切换及穿孔时间的控制。2、爆破穿孔:材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。

这个设置的就是机器起动的速度。首先,初始速度不是越快越好,其实速度如果过快,可能会让机器起始时抖动的非常厉害。2、加速度:加速度是机器在进行生产的时候,从初始速度到正常切割的时候有一个加速的过程,同理在准备要结束切割的时候也会有一个减速的过程,加速度过低则会引起机器切割速度变慢。激光切割机精度调试方法。1、焦点激光的光点被调成**小的时候,进行点射建立效果,通过光斑效果的大小来判断焦距位,我们只要认准激光的光点到了**小的时候,那么这个位置就是适合的加工焦距,从而开始进行加工工作。2、在激光切割机调试的前部分,我们可以利用一些调试纸,工件废料来点射判定焦距位置的准确性,移动上下激光头高度的位置,激光光斑大小点射时就会有不同的大小变化。多次进行不同位置的调整,找出**小的一个光点位置来确定焦距和激光头的合适位置。激光切割机加工出来的工件无毛刺,皱折、精度高,优于等离子切割。对许多机电制造行业来说,由于数控激光切割系统能方便切割不同形状与尺寸的工件,它往往比冲切、模压工艺更被优先选用;无需修理模具,还节约更换模具时间,从而节省加工费用,降低产品成本,所以从总体上讲在经济上更为合算。
CO2激光切割机,可以稳定切割20mm以内的碳钢,10mm以内的不锈钢,8mm以下的铝合金。CO2激光器的波长为10.6um,比较容易被非金属吸收,可以高质量地切割木材、亚克力、PP、有机玻璃等非金属材料,但是CO2激光的光电转化率只有10%左右。CO2激光切割机在光束出口处装有喷吹氧气、压缩空气或惰性气体N2的喷嘴,用以提高切割速度和切口的平整光洁。为了提高电源的稳定性和寿命,对于CO2气体激光要解决大功率激光器的放电稳定性。根据国际安全标准,激光危害等级分4级,CO2激光属于危害相当小的一级。 主要优点:功率大,一般功率都在2000-4000W之间,能切割25毫米以内的全尺寸不锈钢,碳钢等常规材料,以及4 mm以内铝板和60MM以内的亚克力板,木质材料板,PVC板,且在切割薄板时速度很快。另外,由于CO2激光器输出的是连续激光,其在切割时,是这三种激光切割机中切割断面效果相当光滑比较好的。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。