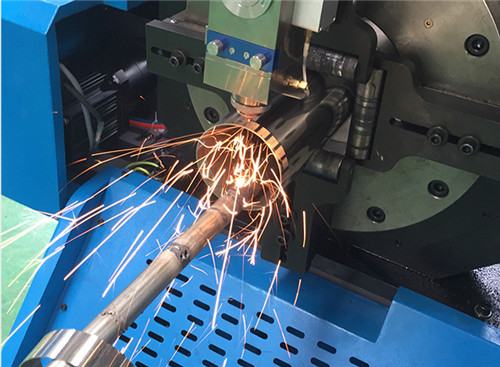
江苏板管一体激光切割机 淄博博力冲压设备供应
- ¥0.000
- 更新 2020-02-14
- 地区 山东淄川区山东省淄博市淄川区昆仑镇刘瓦村
- 联系 孙总 13280677737
- 淄博博力精密冲压设备有限公司进入店铺 >>
信息介绍 / Information introduction
激光切割技术到了越来越的应用,尤其是在钣金、金属切割行业。虽然金属切割行业有非常大的市场占有率,但是还是有很多用户对于如何挑选光纤激光切割机,还是有着各种各样的问题。接下来就带领着大家一起探讨如何挑选一款适合自己的光纤激光切割机。1,江苏板管一体激光切割机、工材料材质首先明确自己的业务范围、切割材料的材质以及厚度等因素,根据自己的需求,来确定大约需要多大功率的,常用的加工幅面多大,目前市面上主流的激光切割机的功率从500W-6000W之间,江苏板管一体激光切割机,而工作台的大小一般的厂商都可以按照客户的需求来定制。2,江苏板管一体激光切割机、选择厂家确定好需求以后我们可以到市场上了解一下或者到购买过激光切割机的同行那里先看看机器的性能和基本的参数。选择几家有实力价格有优惠的厂商进行前期的沟通并和打样,后期我们就可以进行实地的考察,对于机器的价格、机器的培训、付款方式、售后服务等进行更加详细的商谈。3、选择功率在选择激光切割机性能时,充分考虑自身的需求,加工材质及厚度,激光器功率选择很关键,比如我们经常切割6mm以下的金属薄板,那么我们选择500W-700W的激光切割机就可以满足生产的需求,如果切割6mm以上的材料我们就需要考虑功率大一点的机器了,这样对于企业的成本控制有着很大的帮助。

切不能移动?这个问题一般都是小车电机没上电,开机情况下激光头用手很容易就可以推动。故障原因就是48V开光电源坏了,或者自保护了。可以关机过上十分钟再开机,还没好就换48V开关电源。7、切个几分钟激光管处来的光就变得很弱?这个问题一般有三个可能,电源有问题,激光管坏,软件中激光管的出光频率不对。8、大车移动时经常剧烈抖动一下?这个问题一般都是伺服限位线或者限位出问题,换线或限位就可以解决。9、两个激光头乱移动?一般都是板卡坏,给出的信号不正确。10、有时候要求两版图形能够对接上,但切出来时接不上?这个问题就是送料主动轴和小车铝通不平行造成的,小车不能调节,只有通过调节送料主动轴来解决该问题。11、切割有锯齿?不封口滑块松.坏,皮带松,皮带同步轮偏心,曲率值过大,拐角速度快,镜片未紧12、激光管功率不稳开始雕刻很好,几天后雕刻深浅不一激光管和电源不稳13、不出光,?水位开关漏水14、激光电源打火?焊接的地方未接好,没涂,高压线碰到铁15、切不断?光偏,镜片脏,松,焦距不对,激光管功率衰16、机器开不起机?急停,外部电源,接触器17、XY轴不动?驱动器坏,电机线.接头坏,皮带同步轮松,42V开关电源坏18、显示面板不亮?24V电源坏。

光纤激光切割机切割优势主要:1.切割精度高:激光切割机定位精度,重复定位精度。2.切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料迅速加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝,切口宽度一般为。3.切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在。4.速度快:切割速度可达10m/min比较大定位速度可达30m/min比线切割的速度快很多。5.质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。6.不损伤工件:激光切割头不会与材料表面相接触,保证不划伤工件。7.不受工件形状的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其它异型材。8.对多种材料进行切割加工:如塑料、木材、PVC皮革、纺织品、有机玻璃等。9.节约模具投资:激光加工不需模具,没有模具消耗,无须修理模具,节约更换模具时间,从而节省了加工费用,降低了生产成本,尤其适合大件产品的加工。10.节省材料:采用电脑编程,可以把不同形状的产品进行裁剪,比较大限度地提高材料的利用率。11.提高样品出厂速度:产品图纸形成后,马上可以进行激光加工。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。