浙江铣边倒角机哪里有 江苏荣协自动化科技供应
- ¥0.000
- 更新 2025-11-28
- 地区 江苏省南通市崇川区睢宁县魏集镇工业集中区121号
- 联系 施经理 13012890790
- 江苏荣协自动化科技有限公司进入店铺 >>
信息介绍 / Information introduction
钢板坡口机是在焊接制造加工过程中,为了保证焊接质量,在焊接前对工件需要焊接处进行开坡口的一种专业机器,钢板坡口机和平板坡口机主要是针对板材进行坡口,部分坡口机可附带管件坡口功能。是一种***适用于船舶,冶金,钢结构等各种焊接制造行业的焊割辅助设备。安全规程编辑播报1.使用前要检查电气绝缘是否良好,接地可靠,使用时,应戴绝缘手套,穿绝缘鞋,或垫绝缘垫。2.切削前检查转动部分有无异常,润滑是否良好,并点车试验,方可切削。3.在炉内进行工作时,必须两人协作同时进行。4.在进行切削时,工件要紧固。工作中须在铁板中间吃刀,切削进刀量要逐增,但进刀不得超过2毫米。5.用完后要切断电源。自动铣边机COTR-501可以直线,曲线等多用途使用。浙江铣边倒角机哪里有
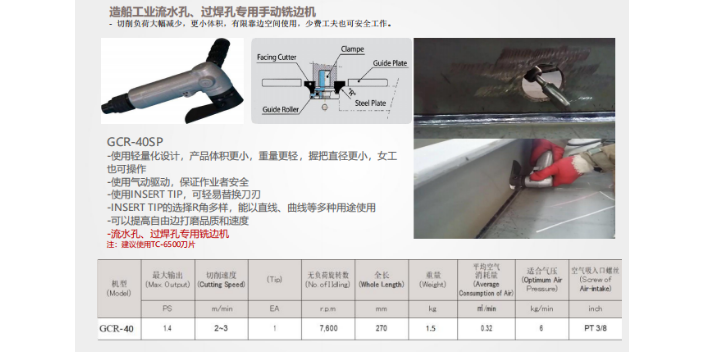
铣边机是采用刀盘高速铣削的工作原理,专门为钢板焊接前为钢板开焊缝坡口的一种焊接辅助设备,主要分为自动行走式钢板铣边机、大型铣边机以及数控钢板铣边机等几种。广泛应用于锅炉、压力容器制造行业、造船、电力、石油、化工机械、工程机械制造,可加工各类中低碳钢板、不锈钢板及铝板在焊接前的斜边、直边、U型坡口等。自动行走铣边机为小型易操作设备,利用铣削原理和自动行走功能,可以对厚度在6-60mm、长度和宽度不限的钢板进行铣削坡口作业,坡口角度在10-60度范围,行走速度在200-1000毫米/分钟。浙江铣边倒角机哪里有手动铣边机系列使用轻量化气缸,产品超轻量化。

、合理选择铣削工艺和参数根据生产实际情况合理选择铣边工艺。在保证生产的情况下,尽量采用单铣边工艺,选择Ⅰ型坡口,从而使铣边缺陷减少且易于加工。选择合适的工作宽度,一般选择8-10mm的铣削量。即铣削工作宽度=**窄实际原板宽度-8mm。灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。
检测到产品→止动定心定位→装载头下降抽真空→装载头上升→移载机前进→装载→头下降释放真空→装载头上升移载机后退→压臂下压→工作台旋转→内外摆臂进刀磨削→磨完摆臂退刀→压臂抬起→工作台反转复位→卸载头下降抽真空→移载机前进取出产品→同时装入产品周期循环。倒角机特点如下:1.全自动、长料适用。2.刀头设计,刀头固定稳固,增长刀头寿命。3.皮带振动整料,确保排列整齐。4.自动给料,节省人力。5.PLC控制,无接点、无缺点。6.双段进刀速度,节省工时且慢速易于无段调整加工完美。7.特殊设计进料机构确实可靠,中间输送站可依管件外径选择所须型别,型别对换容易省时。气动式自动倒角机哪家好?
大板坡口作业对于大型钢板或人为不能提动的钢板,需事先制作高度在500-600左右的钢板支架,将钢板整体放置其上,需坡口的钢板边缘露出支架250毫米,将铣边机推上靠紧钢板,用下支撑轮手摇压紧,开启主轴电机按钮后,启动机器行走按钮,低速缓步行进,直至刀盘开始完整切削钢板后,根据实际加工量来调节机器行走速度,正常工作后只需适度监控即可,无需人为干预。小板坡口作业对于人能够轻易拿起的钢板可在机器行走轮固定不动的情况下,直接将钢板推入铣边导向装置,并压紧导向行走轮,开动主轴和行走按钮即可自动完成坡口铣边作业。优点:占地面积小、操作方便简易,长板,短板或圆弧板同样适用,适合中薄板类的坡口作业,购置成本低廉缺点:不适合大厚度或大角度坡口,铣削能力稍逊。韩国倒角机与国产倒角机比较优势在哪里?广东韩国倒角机推荐货源
韩国气动式自动倒角机倒角比较大坡口是多少mm?浙江铣边倒角机哪里有
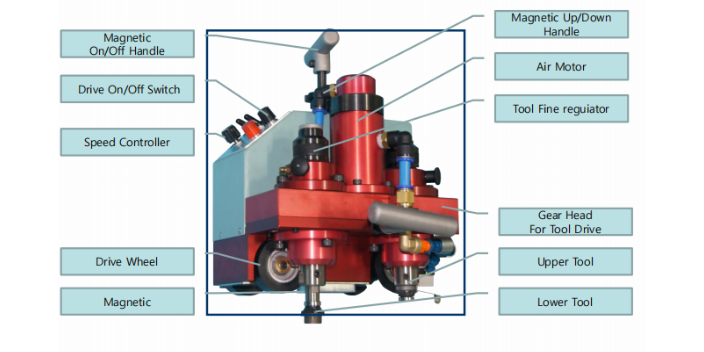
其刀片适用根据造船和海洋工程PSPC规定的2R3C单面加工用自动铣边机-通过气体实现驱动和铣边-刀片可以用于直线,曲线等多用途使用-使用INSERTTIP,可轻易替换刀刃-保证作业者人身安全-使用超轻马达实现轻量化,重量**小化,移动使用很便利,总重量*11KG。江苏荣协自动化科技有限公司其下代理的COTR-501气动式倒角小车,每人可以管理两到三台,每台效率是人工的三倍(可以提升9倍),**提升效率,减少人工。为企业节约了成本也为工人节约了时间提高了效率。浙江铣边倒角机哪里有
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。