四川金刚石钻头批发 欢迎咨询 椒江建设工程机械厂供应
- ¥0.000
- 更新 2025-03-22
- 地区 浙江椒江区浙江省台州市台州湾新区三甲街道滨华路399号1幢(自主申报)
- 联系 胡小丹 13566870732
- 台州市椒江建设工程机械厂进入店铺 >>
信息介绍 / Information introduction
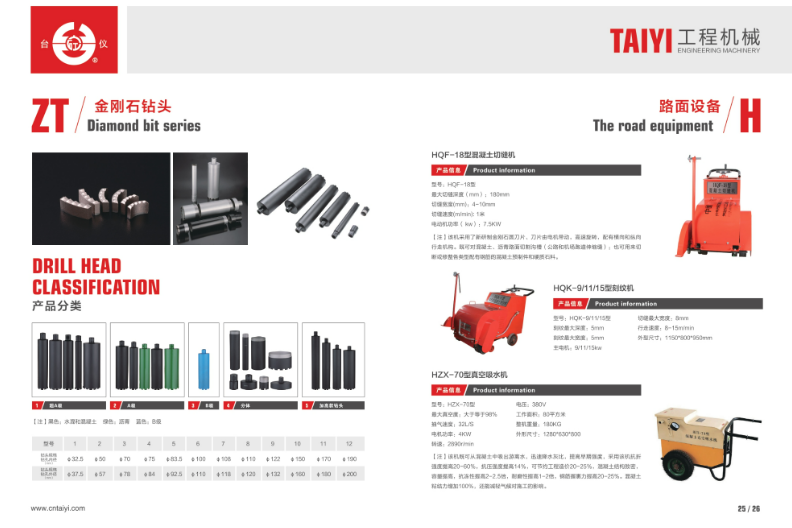
水钻钻头是空心的,主要用来钻一些大孔钻玻璃的钻头,比如:排水管、给水管、冲击钻头和电锤钻头都是实心的,用于钻小孔钻玻璃的钻头,例如水管或电线。钻头使用哪种类型的钻孔混凝土墙取决于具体情况。当然,钻头用于钻孔混凝土墙是可以划分的。当然,也要看具体的大小。如果墙是混凝土的,通常需要受到冲击。购买后,您需要将合金钻头连接到钻头上。必须牢牢固定,以防脱落。,接上电源直接使用。荒原狼小公寓的设计和布局。使用哪种钢筋混凝土钻头。如果钢筋很细,孔径在50mm左右,孔深小于0米,可以考虑用风钻打合金钻头。密度高,孔径大,气孔大。一般来说,使用三角钻或合金钻,用手钻钻混凝土,但首先要了解混凝土墙体的强度。如果混凝土墙还是比较硬的,就用但是高大的混凝土梁柱并不好。普通电钻一般都是。由于钻头的切削刃被烧蚀,小电钻无法穿透。使用电钻会挤压电池两次。水泥墙\混凝土墙体表面的裂缝应该用什么来修补?用圆环修补墙面的裂缝。用手钻在瓷砖墙上钻孔。你不能使用普通的钻头,而是使用玻璃的钻头。直接。适用于钢筋混凝土钻孔。冲击钻:冲击钻的冲击机构有犬齿型和球型两种。物理仓库中有一个自用的钻头。钢针的手柄损坏。购买钻头,就选台州市椒江建设工程机械厂,用户的信赖之选,欢迎新老客户来电!四川金刚石钻头批发

钻头是钻井设备的主要组成部分,其主要作用是破粹岩石、形成井眼。旋转钻头是目前行业普遍使用的钻头,在机械的带动下旋转钻头会产生旋转,从而带动整个钻头产生向心运动,并通过侵削、研磨使岩石发生裂痕并破碎,起到向下钻探的作用。目前行业使用的钻头有很多种类,以不同的钻进方式为根据对钻头进行分类,可以将其分为金刚石钻头、牙轮钻头与刮刀钻头,这三种钻头是较基本的钻头形式。在这三种钻头中,在石油钻探工作中应用较为普遍、较为普遍的一种是牙轮钻头,其应用程度也比较深。将这三种钻头进行对比,使用范围较小的一种钻头是刮刀钻头。本文主要介绍的是金刚石钻头与牙轮钻头。广东大口径扩孔钻头咨询台州市椒江建设工程机械厂致力深孔钻头生产研发,有想法可以来电咨询!
高速钢钻头可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。高速钢麻花钻材料为高速钢(HSS)。硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造,为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制的制造精度可确保孔的钻削质量,钻削后不需再进行后续精加工。钨钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。因其容屑槽成螺旋状而形似麻花而得名。螺旋槽有2槽、3槽或更多槽,但以2槽较为常见。钨钢钻头多为麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用。钨钢钻头材料材料为钨钢,加工的硬度更高,但是相对于高速钢更加脆,使用不当时易断裂。
钻头的刃口要上下摆动,钻头尾部不能起翘。这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动。而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。这是很关键的一步,钻头磨得好与坏,与此有很大的关系。在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些。保证刃尖对轴线,两边对称慢慢修。一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称。有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨。钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削。后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大。台州市椒江建设工程机械厂致力挖机钻头生产研发,有想法可以来我司参观!
钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中。本文将从产品介绍、用途、优势等方面详细介绍钻头。产品介绍钻头是一种用于钻孔的切削工具,通常由钢材或硬质合金制成。根据不同的加工材料和加工方式,钻头可以分为多种类型,如普通钻头、中心钻、扩孔钻、深孔钻、铰孔钻、锯齿钻等。普通钻头是很常见的一种钻头,通常用于钻孔直径小于50mm的金属、木材、塑料等材料。中心钻是一种用于定位的钻头,通常用于在工件表面打孔前进行定位。常见的深孔加工钻头及适用范围介绍。浙江取芯钻头工厂
钻头加工中会遇到哪些问题?四川金刚石钻头批发
刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平。磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到。这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠。钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。四川金刚石钻头批发
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。