江苏振子精密压铸设备 惠州市臻鑫精密技术供应
- ¥0.000
- 更新 2024-11-18
- 地区 广东惠州市惠城区惠州仲恺高新区沥林镇迭石龙村惠德塑胶公司厂房一
- 联系 罗先生 13590261860
- 惠州市臻鑫精密技术有限公司进入店铺 >>
信息介绍 / Information introduction
松散型芯(取出块)用于制造铸件中的复杂表面,如螺纹孔。这种型芯需要手动安装并在每个循环结束后与铸件一起被推出。虽然这种型芯价格昂贵且增加了循环时间,但对于某些特定的铸件结构来说,它是不可或缺的。压铸模具的材料选择对于其性能和寿命至关重要。通常,模具使用坚硬的工具钢制造,以承受高压和高温环境。在高温下压铸的金属需要使用更加坚硬的合金钢来制造模具。模具材料的选择还需要考虑到其抗热振性、柔软性、淬透性、切削性、抗热裂性、焊接性和成本等因素。每一件精密压铸,都是对工艺的好的追求。江苏振子精密压铸设备
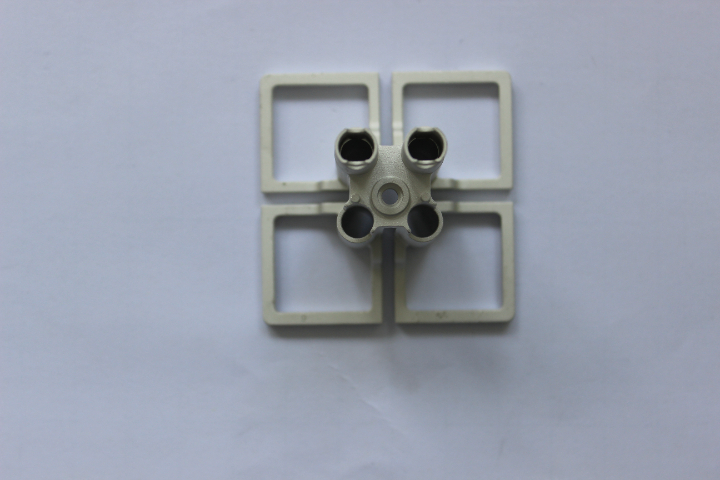
在压铸过程中,推杆和压板扮演着至关重要的角色。当模具打开时,推杆在压板的驱动下将铸件推出。为了确保铸件不被损坏,推杆需要同时且均匀地受力。压板通过精确控制驱动所有推杆,保证了这一过程的顺利进行。此外,压板在推出铸件后还需要收缩,将所有推杆收回,为下一次压铸做好准备。型芯是压铸模具中用于制造铸件孔洞或开口的部件。根据使用方式的不同,型芯可分为固定型芯、活动型芯和松散型芯三种。固定型芯与铸件脱出方向平行,通常固定在模具上;活动型芯可以在铸件凝固后通过分离装置从模腔内取出;而松散型芯则用于制造复杂的表面,如螺纹孔,需要在每个循环开始前手动安装。江苏振子精密压铸设备精密压铸技术,为制造业增添新动力。
在压铸工艺中,水基润滑剂因其独特的优势而被普遍应用。首先,水基润滑剂不会对铸件产生有害的副产物,这保证了精密压铸的质量和安全性。其次,水基润滑剂在冷却模具表面的同时,还有助于铸件的顺利脱模。此外,水基润滑剂还具有良好的环保性能,符合现代工业对于绿色生产的要求。因此,水基润滑剂在压铸工艺中发挥着不可替代的作用。水基润滑剂主要分为水掺油、油掺水、半合成以及合成四种类型。其中,水掺油的润滑剂因其出色的性能而备受青睐。在选择水基润滑剂时,需要考虑其粘度、热学性能以及添加剂的种类和含量等因素。不同的压铸工艺和铸件材料对润滑剂的要求也不同,因此需要根据实际情况进行选择。
压铸工艺的发展历史悠久。从1838年比较初的压铸设备发明开始,压铸技术经历了不断的改进和创新。例如,无孔压铸工艺和直接注射工艺等改进型工艺的出现,进一步提高了精密压铸的质量和生产效率。无孔压铸工艺通过优化铸造工艺参数和模具设计,有效减少了铸件中的气孔和夹杂物等缺陷;而直接注射工艺则可以直接将熔融金属注入模具中,省略了中间环节,提高了生产效率。这些改进型工艺不只推动了压铸技术的发展,也为精密压铸在更多领域的应用提供了可能。压铸精确,展现产品非凡品质。

传统压铸工艺主要由四个步骤组成,或者称做高压压铸。这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,压力就会一直保持直到铸件凝固。然后推杆就会推出所有的铸件,由于一个模具内可能会有多个模腔,所以每次铸造过程中可能会产生多个铸件。落砂的过程则需要分离残渣,包括造模口、流道、浇口以及飞边。这个过程通常是通过一个特别的修整模具挤精密压铸来完成的。其它的落砂方法包括锯和打磨。如果浇口比较易碎,可以直接摔打铸件,这样可以节省人力。多余的造模口可以在熔化后重复使用。通常的产量大约为67%。追求好的,精密压铸不断突破。江苏振子精密压铸设备
精密压铸,展现金属之美。江苏振子精密压铸设备
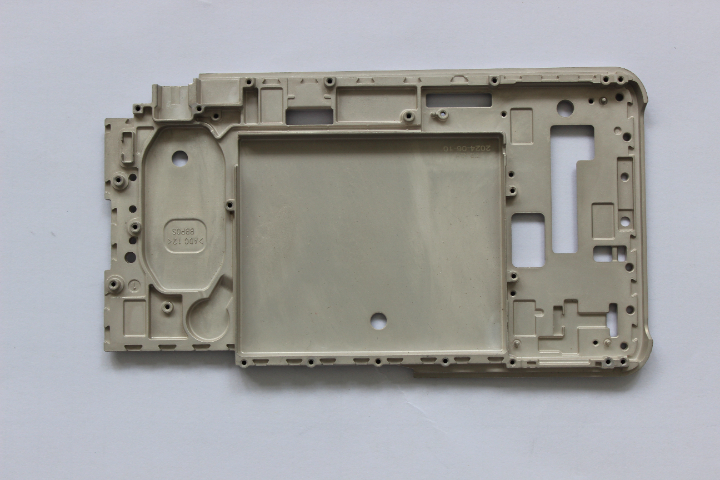
压铸的优点包括,铸件拥有比较好的尺寸精度。通常这取决于铸造材料,典型的数值为比较初2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,圆角半径大约为1-2.5微米。相对于沙箱或者长久模铸造法来说可以制造壁厚大约0.75毫米的铸件。它可以直接铸造内部结构,比如丝套、加热元件、高的强度承载面。其它一些优点包括它能够减少或避免二次机械加工,生产速度快、铸件抗拉强度可达415兆帕、可以铸造高流动性的金属。江苏振子精密压铸设备
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。