宁波支护钢筋焊接网生产 宁波井田钢网制品供应
- ¥0.000
- 更新 2024-10-31
- 地区 浙江宁波市鄞州区镇海区招宝山街道七区后海塘定海路66号
- 联系 何先生 13586624000
- 宁波井田钢网制品有限公司进入店铺 >>
信息介绍 / Information introduction
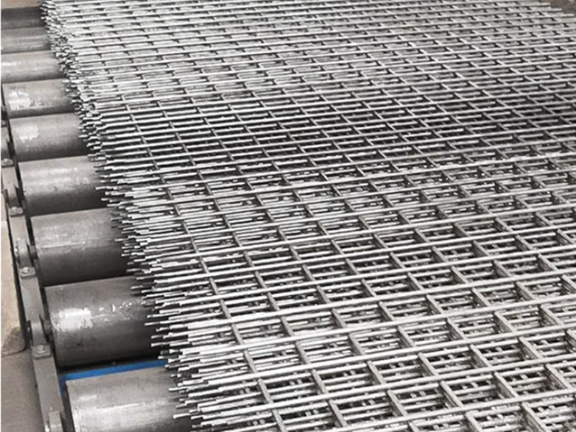
国内发展概况,生产能力,冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为建设部重点推广的新钢种。钢筋网是由纵向和横向钢筋十字交叉通过绑扎或焊接制作而成的网。是建设部“2005建筑业重点推广应用 10项新技术”内容之一。钢筋网的理论重量计算公式:钢筋网理论重量(KG)=钢筋网所用钢筋长度(M)*丝径(MM) *丝径(MM)*0.00617(φ10钢筋0.616539kg/m)钢筋网的应用在工业与民用房屋的梁柱楼板、屋盖、墙体、混凝土路面、桥面铺装、机场跑道、隧道衬砌、箱涵、码头地坪、预制构件等领域。焊接网产品标准及使用规程的正式施行,对于提高产品质量、加速推广应用起到了积极作用。宁波支护钢筋焊接网生产

冷轧光面钢筋焊接网,采用热轧圆盘条经冷拔(轧)减径处理后钢筋作为原料,经过专门使用的焊接网机焊接而成的的产品,冷轧光面钢筋焊接网又名冷轧光面钢筋焊接网,是采用热轧圆盘条经冷拔(轧)减径处理后钢筋作为原料,经过专门使用的焊接网机焊接而成的。中文名冷轧光面钢筋焊接网,别名:焊接钢筋网、钢筋网、钢筋焊网、钢筋焊接网片、钢筋网片等等。基本概述:冷轧光面钢筋焊接网直径为4-12mm。冷轧光面钢筋焊接网宜采用CPB550级冷拔光面钢筋制作。浙江地坪钢筋焊接网哪家好根据实际测试,铺设焊接钢筋网的道路可以减少75%以上的裂缝。
形状尺寸检查和外观质量检查应每批抽查5%,同时不得少于3件;力学性能试验的试件应从成品 中切取,切取过试件的制品,应补焊同级别、同直径钢筋,其每边搭接长度应不小于2个孔格的长度;试件所包含的交叉点不得开焊,除去掉多余部分外,试件不得进行其他加工;但冷轧带肋钢筋焊点允许将试件在100℃的温度下保温1h,然后在空气中冷却至室温,进行试验; 每批不大于30t,适用于大批量生产焊接网的质量检查与验收。关于以200件作为一批,一周内不足200件亦按一批计算,适用于预制厂钢筋网的生产。
钢筋网片焊接机操作规程:1、每单作业结束后,检查电气控制元件,是否有效,如有损坏应及时更换和修复;2、机械传动部件损坏当日修复。电控部分与生产厂家联系尽快修复;3、通电使用时,不允许打开控制箱机壳,更不允许用手随便触摸箱内各部分,以免触电(箱 内有380V的高压);4、检查内部接线与控制板接线时,务必切断电源。12、不允许用手触摸控制板上的组件,否则会有静电损坏组件的可能。5、控制板上的电位器均已调好,请不要乱动。混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层焊接钢筋网。
钢筋网片焊网机焊接原理,电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。钢筋网片焊网机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。浙江地坪钢筋焊接网哪家好
当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍。宁波支护钢筋焊接网生产
提高生产效率焊接网将原来的现场制作的全部工序急90%以上的绑扎成型工序全部进行了工厂化生产,除保护了钢筋制作、绑扎的质量外,还较大程度上缩短了工程的施工周期,1015平面米的焊接网铺设只用60工时,比过去的人工绑扎少用70工时,节约人工工时54%,而且解决了工程现场施工地狭小和调直钢筋时所产生的噪音污染等问题、促进了现场文明施工。经济效益分析焊接网具有较好的综合经济效益,焊接网钢筋的设计强度比I级钢筋高50%(光面钢筋焊接网)~70%(带肋钢筋网),考虑一些构造要求后仍可节省钢筋30%左右,在加上直径12mm以下散支钢筋加工费均为材料费10%-15%。综合考虑(与I级钢筋相比)可降低钢筋工程造价10%左右。宁波支护钢筋焊接网生产
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。