国内焊接法兰现货 武汉晨希物资供应
- ¥0.000
- 更新 2024-09-28
- 地区 湖北武汉市洪山区洪山区白沙洲大道279号烽火机电综合市场内C区34号
- 联系 王成 15107153343
- 武汉晨希物资有限公司进入店铺 >>
信息介绍 / Information introduction
位焊(1)定位焊焊接必须由持相应资格证书的焊工进行施焊。(2)定位焊焊缝附近的母材表面和两侧应均匀、光洁,且应无毛刺、裂纹、氧化皮、锈蚀、油脂、水等杂质。(3)定位焊焊缝厚度不应小于3mm,且不超过设计焊缝高度的2/3,长度不应小于40mm,其间距宜为200~300mm。定位焊焊缝一般不少于3点,且应均匀分布。3.4.2焊接环境(1)气保焊时风速≤2m/s。(2)空气相对湿度≤80%。(3)焊件表面需保持干燥。(4)焊接环境比较好处于常温状态,≥0℃。3.4.3预热和道间温度控制(1)预热温度和道间温度应根据钢材的化学成分、接头的拘束状态、热输入大小、熔敷金属氢含量水平及所采用的焊接方法等综合因素确定或进行焊接试验。(2)焊接过程中比较低道间温度≥预热温度,比较高道间温度≤230℃。47. 焊接法兰可以实现管道系统的远程监控。国内焊接法兰现货
焊接法兰的安装是一种常见的连接方法,适用于高压、高温和腐蚀性介质的管道系统。下面是焊接法兰的安装步骤: 1. 准备工作:检查法兰和管道的尺寸和材质是否匹配,确保焊接面光洁无污染。 2. 清洁焊接面:使用溶剂或刮刀清洁法兰和管道的焊接面,确保表面光洁。 3. 定位法兰:将法兰放置在管道上,确保法兰的中心线与管道的中心线对齐。 4. 固定法兰:使用螺栓将法兰固定在管道上,确保螺栓均匀紧固。 5. 焊接准备:将焊接面涂上焊接剂,以提高焊接质量。 6. 焊接:使用适当的焊接方法(如手工电弧焊、气体保护焊等)进行焊接,确保焊缝牢固。 7. 检查焊缝:焊接完成后,对焊缝进行目测和无损检测,确保焊接质量。 8. 清理焊渣:清理焊接面上的焊渣和杂质,确保焊接面光洁。 9. 检查安装:检查法兰的安装是否牢固,确保无松动和漏气现象。 10. 防腐处理:根据需要,对焊接部位进行防腐处理,延长使用寿命。 以上是焊接法兰的安装步骤,通过正确的安装和焊接操作,可以确保法兰连接的牢固性和密封性,提高管道系统的安全性和可靠性。国内焊接法兰现货21. 焊接法兰可以减少管道系统的能源消耗。

焊接法兰是一种常用的连接管道和设备的方法,它可以确保连接的牢固和密封性。根据不同的需求和应用场景,有几种不同的焊接法兰可供选择。 1.对焊法兰:对焊法兰是顶配常见的一种焊接法兰,它通常用于连接管道和阀门。对焊法兰的特点是焊接接头位于法兰的内部,这样可以避免接触到流体或气体。对焊法兰的焊接过程相对简单,但需要使用专业的焊接设备和技术。 2.螺纹法兰:螺纹法兰是一种将法兰和管道通过螺纹连接的方法。螺纹法兰适用于低压和小口径的管道连接,它的优点是安装方便,不需要焊接设备。但是,螺纹法兰的密封性相对较差,不适用于高压和高温的工作环境。 3.锻造法兰:锻造法兰是通过锻造工艺制造的法兰,它具有较高的强度和耐压能力。锻造法兰适用于高压和高温的工作环境,如化工、石油和电力行业。锻造法兰的制造工艺相对复杂,需要使用专业的设备和工艺。 4.盲板法兰:盲板法兰是一种用于封堵管道的法兰,它通常用于管道的维修和检修。盲板法兰的特点是没有孔洞,可以完全封堵管道,防止流体或气体泄漏。盲板法兰的安装和拆卸相对简单,但需要注意选择合适的材料和密封垫片,以确保密封性。
焊接法兰时需要注意以下几点: 1.选择合适的焊接方法:根据法兰的材质和要求,选择合适的焊接方法,常见的有手工电弧焊、气体保护焊、等离子焊等。 2.准备工作:在焊接前,需要对法兰进行清洁和处理,确保焊接表面干净,无油污、氧化物等杂质。 3.焊接参数设置:根据法兰的材质和厚度,设置合适的焊接电流、电压、焊接速度等参数,以保证焊接质量。 4.焊接位置和角度:焊接时要注意法兰的位置和角度,保持焊接位置稳定,避免焊接变形和偏位。 5.焊接顺序:对于大型法兰,应按照一定的焊接顺序进行焊接,先焊接边缘,再焊接内部,以保证焊接质量和稳定性。 6.焊接过程控制:焊接过程中要控制好焊接速度和温度,避免过热或过快导致焊接缺陷。 7.焊接后处理:焊接完成后,需要对焊缝进行清理和处理,去除焊渣和氧化物,以保证焊接质量和外观。 8.焊接质量检验:焊接完成后,需要进行焊缝的质量检验,包括外观检查、尺寸检查和无损检测等,以确保焊接质量符合要求。37. 焊接法兰可以提高管道系统的故障诊断能力。

焊接法兰的标准是指焊接法兰的制造和使用过程中需要遵循的一系列规范和要求。焊接法兰是一种常用的连接装置,用于连接管道、阀门和设备等部件。以下是焊接法兰的一些标准: 1. 尺寸标准:焊接法兰的尺寸应符合国际标准,如ASME B16.5、EN 1092-1等。这些标准规定了焊接法兰的外径、孔径、螺栓孔尺寸等重要参数。 2. 材料标准:焊接法兰的材料应符合相关标准,如ASTM A105、ASTM A350等。这些标准规定了焊接法兰的材料成分、机械性能等要求,以确保焊接法兰的质量和可靠性。 3. 焊接工艺标准:焊接法兰的焊接工艺应符合相关标准,如ASME B31.1、ASME B31.3等。这些标准规定了焊接法兰的焊接方法、焊接材料、焊接参数等要求,以确保焊接接头的强度和密封性。 4. 检测标准:焊接法兰的制造过程中需要进行各种检测,如尺寸检测、材料检测、焊缝检测等。这些检测应符合相关标准,如ASME BPVC Section V、EN 10246等,以确保焊接法兰的质量和可靠性。 总之,遵循焊接法兰的标准可以确保焊接法兰的质量和可靠性,提高管道系统的安全性和性能。34. 焊接法兰的连接需要进行焊接工艺的人员改进。哪里有焊接法兰销售厂家
13. 焊接法兰可以提高管道系统的可靠性。国内焊接法兰现货
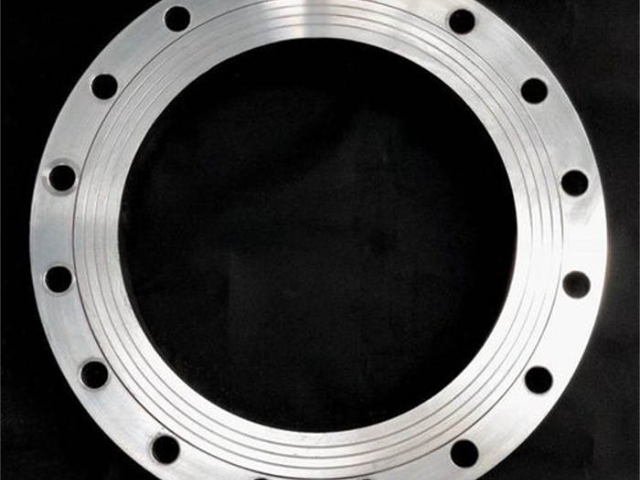
装平焊法兰时,管端应插入法兰2/3。由于平焊法兰在受机械应力和热应力后,在断裂时是整个连接突然断裂,因此平焊法兰在有条件的情况下,应采取内外两侧的加强焊接法。焊接后,应将熔渣消除干净,内孔应光滑,法兰面应无飞溅物。在生产容器设备时,不锈钢法兰和筒体焊接时法兰颈部会出现了裂纹,并不是在焊缝地方,是怎么回事?为什么会出现这样的情况?首先,我们先分析下会出现热裂纹的原因。热裂纹是在焊缝冷却过程中,在高温阶段产生的裂纹,主要发生在焊缝金属内,少量在近缝区。可以分为结晶(凝固)裂纹、液化裂纹和多边化裂纹。结晶裂纹是最常见的一种,主要出现在含杂质元素较多的碳钢的焊缝中(S、P、Si和C)、单相奥氏体不锈钢、铝及其合金等焊接结构中。主要影响因素是焊接拉应力、低熔点共晶(焊缝金属的化学成分)、焊接接头过热(工艺)的程度。国内焊接法兰现货
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。