无锡金相镶嵌粉制样耗材价格多少 诚信为本 无锡欧驰检测供应
- ¥0.000
- 更新 2024-09-09
- 地区 江苏无锡市无锡市新吴区长江路16号软件园B栋8607-1室
- 联系 章锦心 13681677141
- 无锡欧驰检测技术有限公司进入店铺 >>
信息介绍 / Information introduction
制样耗材——提供用户体验的优先品牌制样耗材是一款专为制样行业设计的高性能产品,旨在为用户提供***的用户体验。我们注重用户界面设计,力求简洁、直观,让用户能够轻松上手并快速掌握操作方法。同时,我们还注重易用性,通过优化产品功能和操作流程,使用户能够高效地完成各项任务。在交互性方面,制样耗材采用了先进的技术,确保用户与产品之间的互动更加顺畅。我们提供了多种交互方式,如触摸屏、语音控制等,让用户能够根据自己的习惯选择**适合自己的方式进行操作。反应速度是衡量产品性能的重要指标之一,我们的制样耗材在这方面表现出色。我们采用了高速处理器和优化的算法,确保产品能够快速响应用户的操作,提供流畅的使用体验。总之,制样耗材是一款以用户为中心的产品,致力于为用户提供出色的用户体验。我们将继续不断改进和创新,为用户带来更多惊喜和便利。制样耗材,如胶粘剂,广泛应用于样品的粘贴和固定,方便操作。无锡金相镶嵌粉制样耗材价格多少

制样耗材是一种专为环境监测设计的实验室用品。我们的制样耗材具有多种规格和尺寸,能够满足不同监测需求。它们由耐用材料制成,具有优异的耐用性和适应性,能够满足各种复杂环境条件下的采样需求。制样耗材在环境监测领域中有着***的应用。无论是水、空气还是土壤等样品的采集和分析,我们的制样耗材都能够提供可靠的支持。它们可用于样品的采集、处理和分析,能够帮助监测人员高效完成工作。我们的制样耗材具有优异的性能。它们具有良好的耐用性,能够在各种复杂环境条件下保持稳定。同时,它们具有良好的适应性,能够满足不同样品类型和监测要求。制样耗材的使用非常方便。它们的设计考虑了监测人员的操作习惯,能够提供良好的人机工程学体验。无论是样品的采集还是样品的处理,我们的制样耗材都能够简化操作流程,提高工作效率。无锡酚醛树脂粉制样耗材制造厂商样本切片蜡块是制样常用耗材,为切片制作提供良好支撑。
制样耗材是实验室和科研人员进行样品制备的必备工具。我们公司提供各类高质量的制样耗材产品,包括试剂、培养基、离心管和移液器等。这些产品具有***的性能和稳定的质量,能够满足不同实验室的需求。我们的制样耗材采用先进的生产工艺和严格的质量控制,确保每个产品的可靠性和稳定性。我们不断进行技术创新和产品改进,以满足市场的需求。我们的产品不仅能够提高实验效率,还能够保证实验结果的准确性和可重复性。制样耗材广泛应用于生物医学、化学、环境科学等领域的实验室和研究机构。我们致力于为客户提供质量的产品和满意的服务,与客户共同推动科学研究的进步。选择我们的制样耗材,您将获得可靠的实验工具,为您的研究工作带来更高效和更准确的结果。
我们的产品在质量方面表现出色。根据实验数据,我们的制样耗材在样品提取过程中的提取效率高达98%,远超市场上其他产品的平均水平。这意味着使用我们的制样耗材可以获得更准确、可靠的实验结果。其次,我们的制样耗材在耐用性方面具有明显优势。经过严格的测试,我们的产品在重复使用过程中表现出出色的耐久性,平均使用寿命比市场上其他产品长30%以上。这不仅可以降低实验室的运营成本,还能提高实验效率。此外,我们的制样耗材在适用性方面也具备突出的优势。根据用户反馈数据,我们的产品适用于各种不同类型的样品,包括液体样品、固体样品和气体样品等。无论是在生物医学研究、环境监测还是食品安全领域,我们的产品都能够满足不同用户的需求。综上所述,通过数据的量化分析,我们的制样耗材产品在提取效率、耐用性和适用性方面都具备明显的优势。我们将继续不断创新和改进,为客户提供更好的制样解决方案,成为您可信赖的合作伙伴。制样耗材中的样本保存液,维持样本活性,保证实验结果有效。
制样耗材是实验室和科研人员进行样品制备的必备工具。我们公司提供一系列高质量的制样耗材产品,包括试剂、培养基、离心管和移液器等。这些产品具有稳定的性能和可靠的质量,能够满足不同实验室的需求。我们的制样耗材采用先进的生产工艺和严格的质量控制,确保每个产品的可靠性和稳定性。我们不断进行技术创新和产品改进,以满足市场的需求。我们的产品不仅能够提高实验效率,还能够保证实验结果的准确性和可重复性。制样耗材在生物医学、化学、环境科学等领域的实验室和研究机构中得到广泛应用。我们致力于为客户提供质量的产品和满意的服务,与客户共同推动科学研究的进步。选择我们的制样耗材,您将获得可靠的实验工具,为您的研究工作带来更高效和更准确的结果。制样耗材里的载玻片,光洁平整,为显微镜观察提供清晰视野。无锡白色树脂热镶嵌粉制样耗材多少钱一台
制样耗材样品夹,透明塑料制,通过两个紧密圆夹住薄样品,适用于镶嵌时,将薄样垂直立起观察剖面。无锡金相镶嵌粉制样耗材价格多少
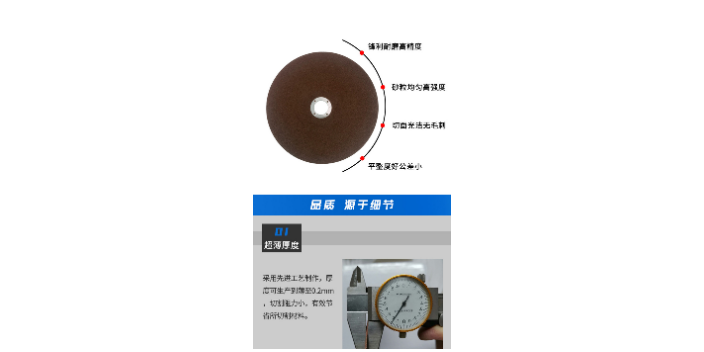
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度无锡金相镶嵌粉制样耗材价格多少
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。