生产分装隔离器规格 苏州鸿基洁净科技股份供应
- ¥0.000
- 更新 2024-06-22
- 地区 江苏苏州市吴中区苏州工业园区娄葑创投工业坊18号厂房(该地址不得从事零售)
- 联系 戎华跃 18934597616
- 苏州鸿基洁净科技股份有限公司进入店铺 >>
信息介绍 / Information introduction
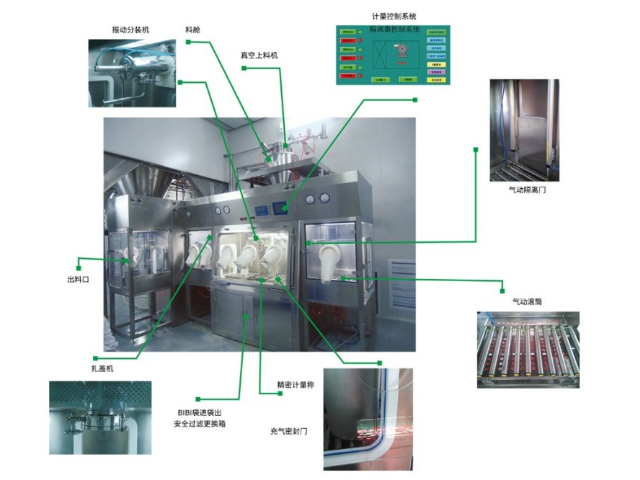
无菌分装隔离器是一种封闭系统,它通过物理隔离手段创造一个无菌环境,使得产品能够在无菌条件下进行分装或处理。这种隔离器通常由不锈钢或其他耐消毒材料制成,具有高度耐用性和易于清洁的特性。其内部环境的严格控制是通过一系列传感器和控制系统来实现的。监控系统的关键在于实时在线监测,这意味着隔离器内部的关键参数如压力、温度、湿度和洁净度都能够被连续跟踪,确保它们始终处于既定的安全范围内。压力监控确保隔离器内外维持适当的压差,防止外部污染物进入;温度监控保证产品在适宜的温度下处理,避免热损伤或微生物生长;湿度监控则是为了控制水蒸气的含量,防止产品受潮或结块;而洁净度监控则是通过粒子计数器来评估空气中的微粒水平,确保无菌环境的纯净性。无菌分装隔离器内部空间布局合理,能够满足不同规格产品的分装需求。生产分装隔离器规格

无菌分装隔离器的移动舱体的优势如下:1.灵活性:移动舱体的优势在于其灵活性。传统的无菌室一旦建立,其位置便固定下来,难以根据生产需求的变化进行调整。而移动舱体可以轻松地被移动到需要的地方,无论是在不同的实验室之间,还是在生产车间的不同区域,都能够迅速部署并投入使用。2.降低成本:移动舱体的另一个明显优点是成本效益。由于不需要建设固定的无菌室,企业可以节省大量的建筑和维护费用。3.环境适应性:移动舱体的设计允许它们在不满足传统无菌室建设要求的环境中使用。这意味着即使在温湿度波动较大的区域,或者空气质量不理想的地点,移动舱体也能够提供必要的无菌环境。小分装隔离器咨询无菌分装隔离器的密封性能优越,能够确保产品在分装过程中不受外界污染,保障产品质量。
检测型无菌分装隔离器主要用于药品的无菌检测和质量控制环节,它采用高度敏感的检测技术和严格的无菌操作环境,对药品进行无菌检测,确保药品符合无菌要求。检测型无菌分装隔离器具有检测准确、操作简便、污染风险低等优点,可有效提高药品检测的可靠性和安全性。在使用检测型无菌分装隔离器时,需要确保检测设备的准确性和可靠性,并对检测环境进行定期监测和验证。此外,还需要对检测过程中的关键参数进行记录和分析,如检测时间、检测结果、检测条件等,以确保检测结果的准确性和可靠性。
在现代制药工业中,无菌分装隔离器的应用已经成为保障药品生产安全、有效和质量可控的重要工具。无菌分装隔离器通过提供一个封闭、无菌的工作环境,有效防止微生物和微粒的污染,确保药品在生产过程中的纯度和稳定性。随着GMP(药品生产质量管理规范)和GLP(药品非临床研究质量管理规范)的不断发展和完善,对药品生产环境的监控和管理提出了更高的要求。因此,一个符合GMP/GLP管理要求的无菌分装隔离器监控系统,能够在线监测隔离器的压力、温度、湿度、洁净度等运行参数,显得尤为重要。无菌分装隔离器的物料传递区域通过特殊的传递窗设计,方便快捷地传递物料。

无菌分装隔离器通过双门传递技术,将洁净空间与外界环境隔离开来,这意味着物料传递和人员操作不会对洁净空间产生任何影响,从而保证了洁净空间的无菌状态。双门传递技术的关键是在无菌分装隔离器的两个门之间建立一个中间区域,通过这个区域进行物料传递和人员操作,从而避免了直接接触洁净空间。无菌分装隔离器普遍应用于制药、生物技术等领域。在制药领域,无菌分装隔离器可以用于药品的分装和包装,保证药品的无菌性和质量。在生物技术领域,无菌分装隔离器可以用于细胞培养、微生物实验等操作,保证实验的准确性和可靠性。通过使用无菌分装隔离器,企业能够提高生产效率,降低生产成本。嘉兴分装隔离器什么品牌好
无菌分装隔离器的控制系统支持远程监控和操作,方便用户随时随地掌握生产情况。生产分装隔离器规格
无菌分装隔离器的舱体可移动性使得设备易于移动,在药品生产和制备过程中,有时需要将设备从一个地方移动到另一个地方,以适应不同的生产需求。传统的无菌分装隔离器通常是固定在一个位置,无法进行移动。而具有可移动舱体的无菌分装隔离器可以轻松地移动到需要的位置,提供更大的灵活性和便利性。这对于药品生产企业来说,可以更好地满足不同批次和不同规模的生产需求,提高生产效率。无菌分装隔离器的舱体可移动性可以节约成本。传统的无菌分装隔离器需要在无菌室内进行操作,这就需要建设和维护无菌室,增加了企业的投资和运营成本。而具有可移动舱体的无菌分装隔离器可以在普通的生产环境下进行操作,无需额外的无菌室建设和维护成本。此外,可移动舱体的无菌分装隔离器还可以适应不同规模的生产需求,避免了因生产规模变化而需要更换设备的情况,进一步节约了成本。生产分装隔离器规格
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。