广东本地BIG大昭和代理商 厂家服务 苏州默斯曼尔供应
- ¥0.000
- 更新 2024-05-31
- 地区 江苏苏州市吴中区苏州市吴中区胥口镇新皋峰路355号
- 联系 孙金龙 18106219323
- 苏州默斯曼尔机械科技有限..进入店铺 >>
信息介绍 / Information introduction
锥度精度通常用锥角公差AT等级来衡量,AT共分12个公差等级,分别为AT1、AT2...AT12,其中AT1精度相对更高,等级依次降低,AT12精度等级较低。ISO标准规定机床主轴锥孔锥角公差等级≤AT2,负公差;刀柄锥柄锥角公差等级≤AT3,正公差。所以,理论上来讲,刀柄安装到主轴上后,刀柄锥柄与主轴锥孔锥部不可能完全贴合,锥柄小端有一部分是贴合不上的。事实也确实如此,使用过一段时间的刀柄,在锥柄靠近小端部会出现较明显的贴合痕迹。
大家对锥柄应该有了初步的了解,接下来更重要的是我们该怎样正确使用它们,如何关爱它们? BIG大昭和公司的联系方式。广东本地BIG大昭和代理商

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。HSK刀具系统HSKTOOLINGSYSTEM将中空两面定位系统更高精度地系列,化对扭矩传递很重要的传动键,HSK-A型的扭矩传递是通过锥柄小端上的传动槽实现的。此时,传动键槽外侧的R面就变得非常重要。设计上也是由此R面来承受扭矩。BIG为了确保此传动键槽宽及R面的尺寸精度,所有产品均是在热处理之后,进行精加工。使用严格挑选的材料,作为中空柄的HSK非常薄,可能会发生开裂等问题。因此,BIG采用硬度、强度佳且经过严格挑选的材质,防止问题发生。复合加工机用HSK车削用刀具,凭借丰富的刀片座、高效的模块化系统,提高了复合加工机的车削加工效率。HSK-A型的扭矩传输是通过锥柄小端的传动键槽实现的。其中,刀柄在设计上是通过与锥柄外周相连的R部分来实现与主轴的紧贴。因此,观察R部分的加工状况,即可以判断刀具的优良。天津本地BIG大昭和技术苏州默斯曼尔机械科技有限公司是一家专业提供BIG大昭和的公司,有想法的不要错过哦!
线速度也有相应的情况,线速度低的话虽然会减少振刀的发生,但会导致表面光洁度不佳,加工时间长,容易产生积削瘤等问题;线速度高的话虽然可以改善光洁度,缩短加工时间,但是也会导致容易振刀,刀片寿命低等问题。线速度跟刀杆有很大的关系,比如长径比大于5的钢制刀杆,要想保证理想的线速度,需要换成硬质合金杆或者合适的防振镗刀。
以下是精镗过程中可能会遇到的问题及解决方向:
振刀可能原因:转速过大;刀杆长径比过大;刀片选择不合理;切深不对应对方案:降低转速;选用硬质合金刀杆或者防振刀杆/防振镗头;换小圆角刀片;重新检查切削余量
笔者所接触的一个客户,目前大量使用普通ER刀柄,价格便宜,使用1年内精度就会下降,2年后就达到报废状态。大约每2年就会全部更换一次刀柄,这样看起来虽然每次购买刀柄的费用不高,但实际上总体刀柄费用是相当高的。这还不算由于刀柄报废而造成生产效率低下所带来的潜在费用。“价格压力”也会引来另外的一个弊端,那就是贴牌品、仿冒品和仿制品的泛滥,为叙述方便,统称之为“非正牌产品”。非正牌产品的出现给客户造成一种“超级物美价廉”的错觉,以极低的价格购买到了“上乘”的产品。特别是现在网络上有很多不明的货源的非正牌产品,给客户造成了难以估量的损失,更有甚者,造成重大安全事故,令人追悔莫及。BIG大昭和零部件加工等的攻丝加工,是一道工序,若要取得放心的加工,要素之一是正确选择攻丝刀柄。

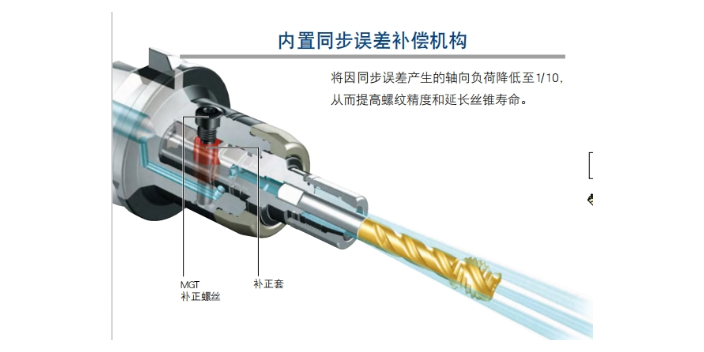
深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就能解决这个问题,主要是在刀柄中间添加了一种特殊的轴向缓冲机构,消除同步误差。可以提高螺纹精度,大幅延长丝锥寿命。
另外,还有很多客户也问到这样一个问题:“现场的机床就是一般普通的机床,还有些机床精度也不好。那么还有必要在刀柄上做过多的关注和对比吗?”对于这个问题的回答是:这时候更需要关注合适的刀柄来弥补机床的不足,使机床“如虎添翼”,甚至是“重获新生”。 BIG大昭和,就选苏州默斯曼尔机械科技有限公司,让您满意,欢迎您的来电哦!上海国内BIG大昭和配件
BIG大昭和的类别一般有哪些?广东本地BIG大昭和代理商
我们来了解下HSK系统中,常见的切屑进入到刀柄内锥孔的途径:1、切削液过滤不充分,残留于内锥孔中;(常出现于具有中心出水的机床主轴中)2、高速转动的主轴,由于离心力原因,刀柄将加工过程中产生的细小铁屑倒吸入主轴内部;(常出现于无中心出水的机床主轴中)3、人工安装刀柄时,将杂质掉入刀柄内锥孔(该错误不做讨论)。解决方案:1、针对切削液过滤不充分,残留于内锥孔内。造成的切屑进入刀柄内锥孔的路径,可以通过在刀柄上加装内冷管,将刀柄中心孔与机床内冷嘴联通,使锥柄内孔与冷却液完全隔离开,让切削液无法与刀柄锥孔内壁亲密接触。2、针对高速转动的主轴,将加工过程中产生的细小铁屑倒吸入主轴内部后进入到刀柄内锥孔的路径,也可以通过在刀柄上加装内冷管,或者干脆不使用中心内冷的刀柄就将内冷孔堵掉。劝君:切勿因为吝惜安装内冷管的支出费用,造成HSK刀柄内锥孔残留切屑。刀柄本身磨损事小,机床主轴损伤事大。广东本地BIG大昭和代理商
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。