天津模拟分装隔离器品牌 苏州鸿基洁净科技股份供应
- ¥0.000
- 更新 2024-05-22
- 地区 江苏苏州市吴中区苏州工业园区娄葑创投工业坊18号厂房(该地址不得从事零售)
- 联系 戎华跃 18934597616
- 苏州鸿基洁净科技股份有限公司进入店铺 >>
信息介绍 / Information introduction
无菌分装隔离器是一种能够在封闭环境中进行无菌操作的设备,它通过高效过滤系统维持内部环境的无菌状态,从而避免外部微生物的污染。无菌分装隔离器的使用,极大地提高了制药过程的洁净度和安全性,确保了药品的质量。生产型无菌分装隔离器主要用于药品的大规模生产,它通常配备有自动化分装系统,能够实现对药品的精确分装,有效提高了生产效率。同时,该类型隔离器还具备高效的过滤系统,能够有效地去除空气中的微生物和颗粒物,保证生产环境的无菌性。无菌隔离操作区域的材料选用符合标准,确保产品的安全性和用户的健康。天津模拟分装隔离器品牌

双门传递技术的优势主要体现在以下几个方面:1、高效洁净:通过双门传递技术,无菌分装隔离器能够在物料传递和人员操作之间建立一道有效的屏障,确保洁净空间始终保持高洁净度。2、节能环保:由于双门传递技术减少了洁净空间的开启次数和时间,从而降低了能耗和空气过滤成本,实现了节能环保的目标。3、灵活操作:双门传递技术允许操作者在保持洁净环境的同时,进行快速的物料传递和人员进出,提高了操作的灵活性和效率。在制药行业中,无菌分装隔离器被普遍应用于生物制品等无菌药品的分装过程中。通过双门传递技术,制药企业可以在保证产品无菌质量的同时,提高生产效率、降低能耗和减少交叉污染的风险。天津模拟分装隔离器品牌无菌分装隔离器的设计考虑了操作的便捷性和安全性,确保工作人员在分装过程中免受污染风险。
温度和湿度是无菌分装隔离器运行过程中需要监控的重要参数,适宜的温度和湿度能够提供一个良好的工作环境,有利于药品的稳定性和质量保证。监控系统可以实时监测隔离器内部的温度和湿度,并能够根据设定的标准范围进行报警和调整,确保温湿度在合适的范围内。此外,洁净度也是无菌分装隔离器运行过程中需要关注的一个重要指标。洁净度的高低直接影响药品的质量和安全性。监控系统可以通过在线监测隔离器内部的空气洁净度,及时发现和处理可能存在的污染源,保证药品的无菌性。
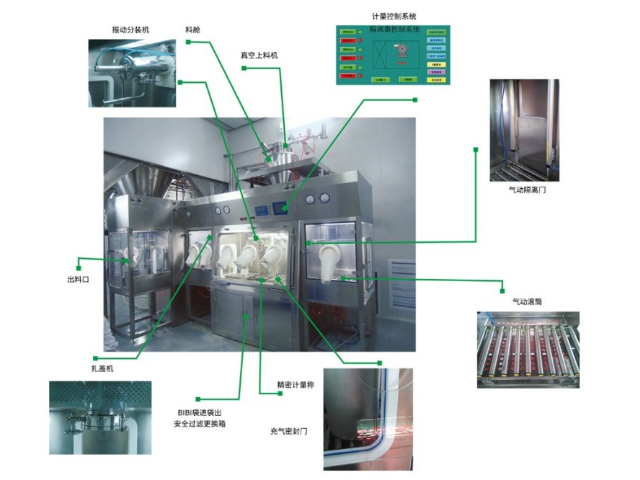
无菌分装隔离器系统主要包括以下几个部分:1、无菌隔离操作区域:这是系统的关键部分,提供了一个完全封闭、无菌的操作空间。在这个区域内,操作人员可以进行药品的分装、称量、混合等关键生产步骤,确保产品免受外界微生物的污染。2、物料传递区域:为了确保无菌操作区域的完整性,物料传递区域采用了特殊的设计,如传递窗、传递柜等,使物料在进入和离开无菌区域时能够保持无菌状态。3、袋进袋出污染物收集处理器:该系统能够有效收集和处理生产过程中产生的废弃物,防止污染物扩散,同时减少了对环境的污染。无菌分装隔离器的物料传递区域采用正压设计,防止外部空气进入,从而保护内部的无菌环境。

无菌分装隔离器是一种能够创造并保持高洁净度环境的设备,其目的是在药品分装过程中防止微生物和其他污染物的侵入。其基本原理是通过高效的空气过滤系统和密封性能,将操作区域与外界环境隔离开来,从而达到无菌操作的目的。无菌分装隔离器具有多个明显特点。首先,它采用了双门传递技术,这一技术使得物料传递和人员操作能够在不破坏洁净空间的情况下进行,有效提高了操作的便捷性和效率。其次,无菌分装隔离器内部配备了高效的空气过滤系统,能够有效去除空气中的微粒和微生物,确保操作环境的洁净度。此外,隔离器还具备严密的密封性能,能够防止外界污染物的侵入。通过无菌分装隔离器处理后的药品,质量稳定,符合国际药品标准。天津模拟分装隔离器品牌
通过优化设计,无菌分装隔离器在运行时的噪音控制得非常低,提高了工作环境的舒适度。天津模拟分装隔离器品牌
无菌分装隔离器是一种采用高级密封技术构建的封闭工作空间,它通过精确调控内部压力状态,有效隔绝外部环境对内部无菌环境的潜在污染。其关键特点在于其正压负压可调节系统,这是实现高效无菌操作和安全性控制的关键所在。无菌分装隔离器通常运行于正压模式下。这种状态下,隔离器内部的压力高于外部环境,形成一种“向外推”的气流屏障,有效阻止了外部污染物的侵入。在进行无菌药物分装、细胞培养等对无菌条件要求极高的作业时,正压环境能够确保内部空气纯净,避免微生物、尘埃粒子等杂质对实验或生产过程产生影响,从而提高产品的无菌保障水平。天津模拟分装隔离器品牌
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。