南京分装隔离器哪个好用 苏州鸿基洁净科技股份供应
- ¥0.000
- 更新 2024-05-03
- 地区 江苏苏州市吴中区苏州工业园区娄葑创投工业坊18号厂房(该地址不得从事零售)
- 联系 戎华跃 18934597616
- 苏州鸿基洁净科技股份有限公司进入店铺 >>
信息介绍 / Information introduction
无菌分装隔离器能够持续保持100级洁净度,传统无菌室在物料传递和人员操作时,很难完全避免对洁净空间的污染,导致洁净度下降。而无菌分装隔离器通过双门传递技术,有效地解决了这个问题,保证了洁净空间的持续无菌状态。其次,无菌分装隔离器具有较高的安全性。传统无菌室中,人员需要直接接触洁净空间进行操作,存在一定的安全风险。而无菌分装隔离器通过双门传递技术,将人员与洁净空间隔离开来,降低了操作过程中的安全风险。此外,无菌分装隔离器还具有较高的灵活性和可扩展性,满足不同场景的需求。在制药行业中,无菌分装隔离器的双门传递技术为产品提供了更高级别的无菌保障。南京分装隔离器哪个好用

在实际应用中,无菌分装隔离器的正压负压可调节功能可以根据不同的操作需求进行设置,例如,在进行无菌粉末分装时,可以通过调节正压,确保分装过程中粉末不会因为空气流动而受到外部污染。而在处理有毒化学试剂时,可以通过调节为负压状态,确保即使发生意外泄漏,有害气体或液体也不会扩散到工作环境中。除了压力控制之外,无菌分装隔离器的设计还考虑到了其他多种因素,以确保操作的安全性和便捷性。例如,隔离器的材质通常采用耐腐蚀、易清洁的材料,如不锈钢或特殊塑料,以便于消毒和清洁。此外,操作界面设计人性化,使得操作人员可以轻松地完成开合隔离器、放入或取出物品等操作。南京分装隔离器哪个好用无菌分装隔离器的气动密封系统确保隔离器内部与外界的完全隔离,有效防止微生物的侵入。

称量取样型无菌分装隔离器主要用于药品生产过程中的称量、取样等操作,它通常配备有精确的称量系统和安全的取样机构,能够在保证无菌的前提下,实现对药品的精确称量和取样。在制药工艺中,称量取样是一个关键的环节。精确的称量能够确保药品的配方准确性,而安全的取样则能够避免对药品造成污染,称量取样型无菌分装隔离器通过其独特的设计和功能,有效地解决了这些问题。称量取样型无菌分装隔离器的使用,不仅提高了制药过程的准确性和安全性,还降低了操作人员的劳动强度。
无菌分装隔离器移动性设计的优势有:1、提高灵活性:移动式无菌分装隔离器能够在不同的洁净室或生产车间之间轻松移动,无需进行复杂的安装和调试。这种灵活性使得制药和生物技术企业能够根据生产需要,快速调整设备布局,提高生产效率。2、降低外部环境要求:由于移动式无菌分装隔离器具有单独的空气净化系统,它可以在相对较低洁净度的环境中运行,从而降低了对洁净室建设和运行的成本。这种设计使得企业无需在洁净室建设上投入大量资金,节省了成本。3、便于运输和维护:移动式无菌分装隔离器的设计通常更加紧凑、轻便,便于运输和维护。这种设计使得企业能够在需要时快速将设备运送到目的地,减少了因设备故障或维护导致的生产中断。无菌分装隔离器采用先进的无菌隔离操作区域,确保产品在整个分装过程中免受外界污染。
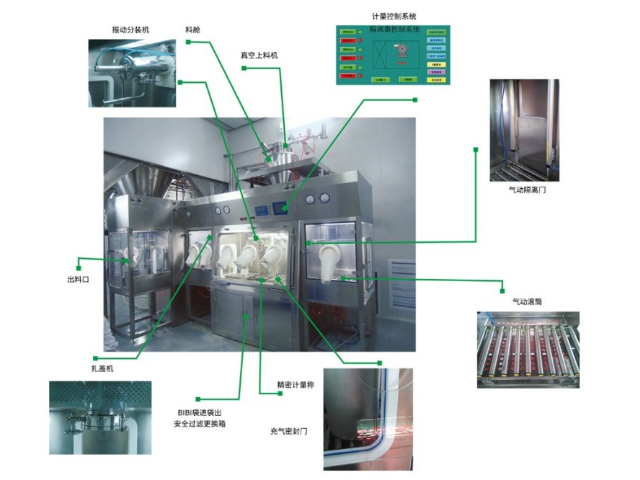
无菌隔离操作区域是无菌分装隔离器的关键工作区,它通过采用先进的层流技术和高效过滤器实现对操作环境的高度净化,形成正压差环境,从而有效防止外部环境中的微生物侵入,保障内部的无菌状态。在此区域内进行的药品分装作业,无论是液体还是固体形式,都能在无菌条件下完成,至大程度地保证了产品的无菌品质和安全性。物料传递区域是连接外界与无菌操作区的关键通道,,此区域的设计必须严格遵循无菌操作原则,避免物料在传输过程中可能遭受的污染风险。分装过程中,无菌分装隔离器能够保持恒定的无菌状态,确保产品无菌性。南京分装隔离器哪个好用
无菌分装隔离器的双门传递技术不仅适用于制药行业,还可应用于生物科技等领域。南京分装隔离器哪个好用
无菌分装隔离器的功能是创建一个封闭的、可控的环境,以隔绝外部污染源,确保内部空间的无菌状态。这一功能的实现依赖于隔离器的两大技术特点:正压控制和负压控制。正压是指隔离器内部的压力高于外部环境压力,而负压则相反。这两种压力状态的调节,对于处理不同性质的物质至关重要。在处理普通无菌物品时,正压环境能够确保即使隔离器内部出现微小裂缝或密封不严,外界的空气和微生物也难以进入隔离器内部,因为它们被内部的高压阻挡。而在处理具有潜在毒性的物质时,负压环境则显得尤为重要。负压可以确保即使发生泄漏,有害物质也不会扩散到外部环境,而是被限制在隔离器内部,从而有效降低了对操作人员和环境的危害。南京分装隔离器哪个好用
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。