广东好的BIG大昭和刀头 贴心服务 苏州默斯曼尔供应
- ¥0.000
- 更新 2024-03-29
- 地区 江苏苏州市吴中区苏州市吴中区胥口镇新皋峰路355号
- 联系 孙金龙 18106219323
- 苏州默斯曼尔机械科技有限..进入店铺 >>
信息介绍 / Information introduction
客户如何正确选择刀柄的方式方法,选择合适的刀柄不但能解决加工瓶颈,而且有事半功倍的效果,给客户带来难以估计的效率提高和成本节约。接下来我们继续来讨论合理选择刀柄的话题…再例如,在加工中会经常遇到攻丝加工,现在的机床一般都有同步攻丝功能(即主轴旋转、进给、和丝锥螺距保证严格的同步匹配:F=n×P),因此很多用户就直接用弹簧刀柄把丝锥纯刚性夹持住,直接进行攻丝加工。可是,在实际的加工过程中,经常会出现各种异常,比如丝锥异常折断、丝锥寿命低、螺纹表面质量不好等等现象(细小丝锥的情况下更甚),令很多用户一筹莫展。BIG大昭和的BIG - PLUS技术可以高速旋转时Z方向尺寸稳定。广东好的BIG大昭和刀头

虽说可使加工中心主轴实现高速旋转,但受动态跳动精度、发热、振动等技术问题限制,在某些小径刃具加工方面,仍会有机床转速达不到加工要求的情况出现。当出现此类情况时,能够弥补机床转速不足的辅助工具就变得必不可少了。作为辅助机床的效率化工具,BIG有最高转速可达120,000r/min的高速气动刀柄RBX系列。
此产品使用干燥空气驱动内部涡轮,通过陶瓷轴承保持刃具主轴旋转,因此,可以实现动态跳动精度3μm以内且具有低噪音,低振动,低发热的特点,用于精密微细加工。综合以上,在小径加工领域,跳动精度尤其重要,刀柄的性能关系着加工优良与否。BIG基于高品位的理念旨在为客户提供高精度,高的品质的产品。 湖北进口BIG大昭和配件苏州默斯曼尔机械科技有限公司是一家专业提供BIG大昭和的公司,欢迎新老客户来电!
BIG大昭和成功案例展示:助力企业高效运营与成本优化在当今竞争激烈的市场环境中,企业如何脱颖而出,实现高效运营与成本优化是每位企业家关注的焦点。我们非常荣幸地为您呈现BIG大昭和在助力企业成功方面的经典案例。某制造企业在生产过程中遇到了严重的效率瓶颈,导致成本居高不下,市场竞争力下降。在寻求解决方案的过程中,他们选择了与BIG大昭和合作。通过深入了解客户需求,BIG大昭和行家团队为其量身定制了一套多方面的优化方案。首先,针对企业生产流程中的瓶颈环节,BIG大昭和凭借其丰富的行业经验和先进技术,对生产线进行了升级。新的生产线引入了自动化设备和智能管理系统,很大提高了生产效率和产品质量。同时,通过对原材料的严格筛选和供应链的优化,进一步降低了成本。其次,BIG大昭和还协助该企业开展了市场营销活动,提升了品牌和市场份额。通过准确的市场定位和传播策略,该企业成功吸引了更多潜在客户,实现了销售业绩的明显提升。经过与BIG大昭和的紧密合作,该制造企业不仅成功解决了生产效率问题,降低了成本,还在市场上取得了优异表现。这一成功案例充分展示了BIG大昭和在助力企业高效运营与成本优化方面的专业实力。
粗、精立铣刀用BIG美夹E型刀柄PAT.MEGAECHUCK.实现高速、强力立铣刀加工的立铣刀加工用弹簧夹头。具有很强夹持力的夹套设计;美夹E型夹套采用楔子效果更佳的小锥角,并通过增加刃具柄部的夹持长度实现了优异的夹持力和向心性,可发挥稳定的夹持性能。根据用途对应的内冷方法;带油封功能的内冷螺母。拆掉内部的PS密封圈后可以使用端面给油。有效抑制振动的厚壁本体;为了防止立铣刀加工引起的振动及加工面的倾斜,设计时将刀柄本体在厚度上提高一档。而且,通过将刀柄的杆部设计为锥体形状,有效改变了加工振动的传递,提高了振动的衰减效果。哪家的BIG大昭和的价格优惠?

镗孔排屑问题的解决方案:镗孔加工时关键两点是刚性及排屑。在刚性允许的情况下,也可以通过增加排屑空间来提高排屑性能。
有效的排屑可避免划伤已加工表面,并防止切屑卡滞零件与刀具上面,所以铁屑要尽量断、短,这样加工才能顺畅、稳定。那么一旦不断屑怎么办呢?
常用的解决方法如下:一、加工参数调整1.加大切深。2.提高进给量(F不变的情况下降低转速,转速不变情况下加大F)。加大切深和加大进给的作用相似,让铁屑加宽、增厚,这样同样的弯曲度下,更容易折断。但是也会碰到诸如切深、进给加大后切削抗力增加→引起振刀,转速降低及进给加大后→粗糙度下降。 BIG大昭和的发展趋势如何。湖北进口BIG大昭和配件
BIG大昭和的新倍比夹套内组装了攻丝刀柄功能。现有的新倍比高精度弹簧夹头也可用作攻丝刀柄。广东好的BIG大昭和刀头
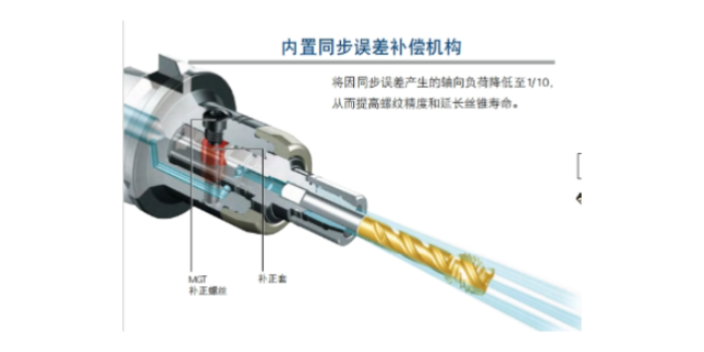
此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。如图,使用动力测定器测出M1×P0.25挤压丝锥在加工中轴向受力的结果。与弹簧刀柄比较,这里使用的是内藏微小浮动吸收同步误差的美夹同步攻丝刀柄。从图可知,使用弹簧刀柄,即便是小到M1的丝锥在加工过程中也会产生压缩方向40N,拉伸方向30N的力,特别是机床主轴从停止到反转过程中的负荷急剧变大。广东好的BIG大昭和刀头
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。