重庆什么是BIG大昭和真假区分 和谐共赢 苏州默斯曼尔供应
- ¥0.000
- 更新 2024-03-11
- 地区 江苏苏州市吴中区苏州市吴中区胥口镇新皋峰路355号
- 联系 孙金龙 18106219323
- 苏州默斯曼尔机械科技有限..进入店铺 >>
信息介绍 / Information introduction
浅谈两面定位系统:我们常说的主轴两面定位系统,就是通过锥面和端面同时实现定位的主轴系统。作为一家专业生产刀具系统的厂家,我们大昭和有自己规格的BIG-PLUS两面定位系统。而除了大昭和的BIG-PLUS系统(BBT)以外,两面定位系统还有德国的HSK接口,山特的可乐满C接口以及美国的KM接口。BBT和HSK接口主要用于加工中心设备,可乐满C接口主要用于车铣复合设备,而KM接口在国内主要用在某些专机上多一些。
在客户那我们也会经常遇到这样的问题,客户想买加工中心,但针对加工零部件主轴接口是选用BBT设备,还是选用HSK设备有时也困扰着客户。 上海哪家公司的BIG大昭和的口碑比较好?重庆什么是BIG大昭和真假区分

这样对刀柄的要求就是要有足够的夹持力,否则容易导致掉刀,振刀等问题,难以提升切削效率。这种情况下,可以考虑这种HMC强力刀柄,这种强力刀柄可以做到业内令人震惊的强劲夹持力,并且同时具有不俗的跳动精度。可以一扫加工过程中的掉刀隐患,极大的保证了加工效率和加工安全。
除了以上所说的切削加工之外,还有很多加工(比如攻丝加工,微雕加工,复杂架构件加工等等),如果选择刀柄正确合理的话,不但能解决加工瓶颈,更能达到事半功倍,意想不到的效果。 重庆本地BIG大昭和刀片BIG大昭和的BIG - PLUS技术可以提高加工表面和加工尺寸精度。
传统的加工方法基本有两种:1.通过机床的插补程序走刀来实现圆弧倒角面2.用人工的方法来刃磨或者手工倒角以上两种方法虽可以实现圆弧倒角,但是加工效率很低,尺寸稳定性很差。对于工人来讲非常惆怅,对于效率就是生命的企业来讲也是非常恼火的。那么有没有更好的圆弧倒角工具呢?就是它!R倒角刀采用机夹式刀片,每个刀片有个刃,刀具成本低刀片采用大前角设计,切削抵抗力小,锋利无比多刀片设计,可以实现快速大进给,效率高可以正反两面倒角,减少停机等待时间
如何才是真正的费用成本?刀柄品质性能的提升到底是让客户更“费钱”了呢?还是更“省钱”了呢?这里可以算一笔账:在机加工刀具的总消耗成本中,刀柄和刃具的比例大概是2:8甚至是1:9的关系。使用高精度的刀柄可以大幅改善刃具的寿命,从而大幅降低刃具的消耗成本。例如刃具寿命延长1倍,刀具的总消耗成本可以降低约40%,原先每年消耗200万刀具费用的话,现在可以节省80万。
如果工件本身的价值较高,再考虑刀柄性能提升对减少工件报废的影响,那么又是一个巨大的费用节省。 BIG大昭和的模特刀柄高平衡设计加上BIG-PLUS的双重效果, 适用于高精度模具加工。
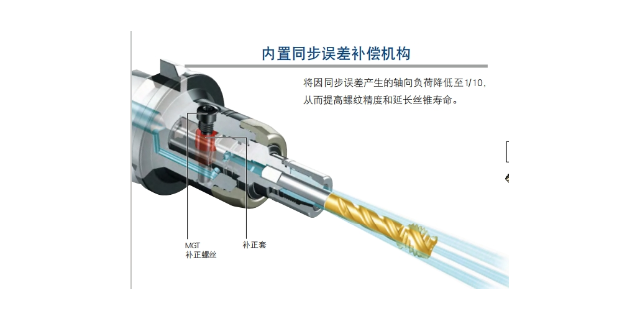
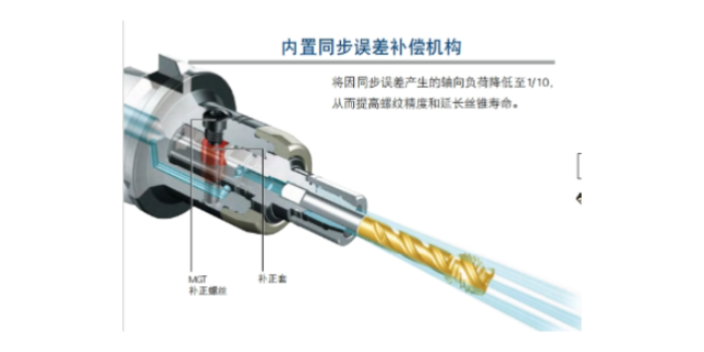
客户如何正确选择刀柄的方式方法,选择合适的刀柄不但能解决加工瓶颈,而且有事半功倍的效果,给客户带来难以估计的效率提高和成本节约。接下来我们继续来讨论合理选择刀柄的话题…再例如,在加工中会经常遇到攻丝加工,现在的机床一般都有同步攻丝功能(即主轴旋转、进给、和丝锥螺距保证严格的同步匹配:F=n×P),因此很多用户就直接用弹簧刀柄把丝锥纯刚性夹持住,直接进行攻丝加工。可是,在实际的加工过程中,经常会出现各种异常,比如丝锥异常折断、丝锥寿命低、螺纹表面质量不好等等现象(细小丝锥的情况下更甚),令很多用户一筹莫展。口碑好的BIG大昭和的公司联系方式。湖北好的BIG大昭和价格行情
BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,欢迎您的来电!重庆什么是BIG大昭和真假区分
笔者所接触的一个客户,目前大量使用普通ER刀柄,价格便宜,使用1年内精度就会下降,2年后就达到报废状态。大约每2年就会全部更换一次刀柄,这样看起来虽然每次购买刀柄的费用不高,但实际上总体刀柄费用是相当高的。这还不算由于刀柄报废而造成生产效率低下所带来的潜在费用。“价格压力”也会引来另外的一个弊端,那就是贴牌品、仿冒品和仿制品的泛滥,为叙述方便,统称之为“非正牌产品”。非正牌产品的出现给客户造成一种“超级物美价廉”的错觉,以极低的价格购买到了“上乘”的产品。特别是现在网络上有很多不明的货源的非正牌产品,给客户造成了难以估量的损失,更有甚者,造成重大安全事故,令人追悔莫及。重庆什么是BIG大昭和真假区分
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。