浙江超声极耳焊接设备厂家 杭州速杭超声波科技供应
- ¥0.000
- 更新 2023-12-10
- 地区 浙江杭州市富阳市浙江省杭州市富阳区银湖街道云和路38号
- 联系 许盼 19558218392
- 杭州速杭超声波科技有限公司进入店铺 >>
信息介绍 / Information introduction
超声焊接是一种利用超声波振动在物体表面产生摩擦热,使物体表面熔融,在融合态下发生相互超声焊接是一种利用高频振动波来产生热量使两个物体连接的一种焊接技术。该技术使用的是20kHz以上的高频振动波,由功率放大器向能量转换器输入电能,再由能量转换器转换成机械振动能量,将振动能量传递到焊接材料上,使两个摩擦面之间的材料局部熔化,浙江超声极耳焊接设备厂家,形成长久性的焊接点。超声焊接技术主要应用于塑料、橡胶、文本等材料的连接。超声焊接具有以下几个优点:焊接广泛应用于制造业,浙江超声极耳焊接设备厂家、汽车工业,浙江超声极耳焊接设备厂家、建筑业、航空航天等领域。浙江超声极耳焊接设备厂家
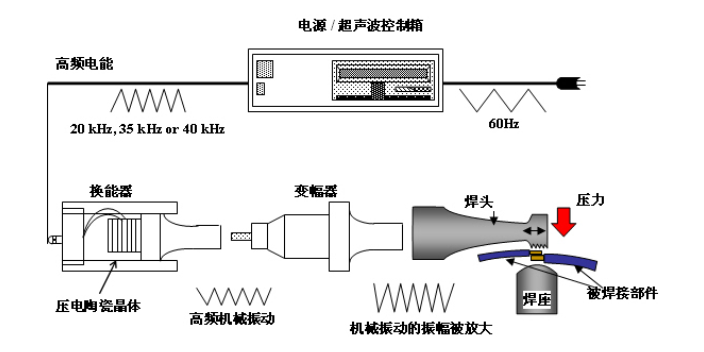
超声波系统自身稳定性对焊接效果的好坏产生直接影响,其稳定性的影响因素有很多,如电流、压力、机械安装、焊件材料等,但关键在于系统匹配性,即发生器、换能器、变幅杆要相互匹配,其振动频率匹配一致时,超声波系统才能达到比较好谐振状态,工作才**稳定,焊接效果才比较好。换能器是功率超声焊接系统的重要组成部分,其研发技术和设计水平直接决定了超声波焊接技术的发展及应用***程度,也必然对功率超声焊接系统的稳定性起到至关重要的作用。系统采用如图3所示的夹芯式压电陶瓷换能器,外形呈圆柱形,其压电陶瓷圆片的极化方向与换能器振动方向一致,压电陶瓷元件通过预应力螺杆或和**度胶与两端的金属块连接在一起,整个振子的厚度等于基波的半波长。 苏州超声波无纺布焊接机定制焊接过程中需要使用电弧或火焰产生高温,并使用填充材料填充并加固焊缝。

超声波焊接和气焊是两种不同的焊接方法,二者之间主要的区别在以下几个方面:焊接方式:超声波焊接是一种非接触的焊接方式,主要利用超声波产生的振动能量来实现金属或塑料材料的连接。而气焊则通过喷射燃烧气体的热能,使金属材料熔化并实现连接。材料适用性:超声波焊接主要适用于塑料材料及铝、铜、锌等低熔点金属材料的连接。而气焊适用范围较广,可以焊接钢铁、铜、镍等大量金属材料。易操作性:超声波焊接操作较为简单,只需要将工件夹紧后启动设备即可;气焊操作相对复杂,需要进***体的选择、焊接时间的控制、涂料的处理等多项工作。焊接质量:超声波焊接具有无污染、焊接牢固等优点,能够实现高质量的连接。而气焊常常会出现焊缝裂纹、气孔、变形等缺陷。总之,超声波焊接和气焊在焊接方式、材料适用范围、易操作性和焊接质量等方面都有所区别。在选择何种焊接方法时,需要根据具体的应用场景和需求进行判断和选择。
超声波焊接在新能源领域的应用越来越多,主要包括以下几个方面:太阳能电池板连接:太阳能电池板需要将多个电池片连接在一起,以产生电能。传统的连接方法存在连接不紧密、电阻大、易松动等问题,而超声波焊接可以解决这些问题,提高太阳能电池板的效率和稳定性。电池电极连接:电池电极的连接质量直接影响到电池的性能和寿命。超声波焊接可以有效地提高电池电极的连接强度和导电性能,提高电池的效率和寿命。风能叶片制造:风能叶片制造过程中需要将多个复合材料层复合在一起,形成复杂的的三维结构。超声波焊接可以有效地实现复合材料层的紧密连接,提高风能叶片的强度和稳定性。新能源汽车电池包连接:新能源汽车的电池包需要将多个电池模块连接在一起,以实现电能传输和散热。超声波焊接可以实现快速、高效、可靠的的视频模块连接,提高新能源汽车的效率和稳定性。总之,超声波焊接在新能源领域的应用可以解决传统连接方法存在的质量问题,提高连接强度、导电性能和稳定性,为新能源行业的发展提供有力的支持。 速杭超声波产品,品质优,让您物超所值,赢得丰厚的回报。

焊接可以分为多种类型,包括电弧焊接、气焊、激光焊接、超声波焊接等。电弧焊接是一种常见的焊接方法,它利用火花电弧的热量来融化金属并将其连接在一起。电弧焊接广泛应用于船舶建造、桥梁建设和其他大型结构的制造,因为它可以焊接很厚的金属材料。激光焊接常用于微型电子元件和精密仪器的制造,因为它可以在非常小的区域内进行焊接。超声波焊接是一种利用高频振动来融化金属并将两个材料连接在一起的方法。超声波焊接广泛应用于汽车、电子和医疗设备等制造业领域,因为它可以在不破坏工件的情况下完成**度焊接。在焊接过程中,关键因素包括温度、压力、时间以及使用的焊接技术。这些因素会影响到焊接质量和连接强度。焊接需要熟练的技术和培训,并且必须遵循严格的安全标准,以确保焊接过程的安全和可靠性。总之,焊接是一种重要的制造技术,它在各种行业中都有着普遍的应用。在不断变化和发展的现代制造业中,焊接技术仍然是一个至关重要的领域,需要不断地进步和创新,以满足工业制造和生产的多样化需求。速杭超声波产品,通过严格的质量检测,确保在任何环境下都能稳定运行。苏州超声波无纺布焊接机定制
焊接对于制造业来说至关重要,能够实现强固可靠的金属连接,并在各个领域中发挥关键作用。浙江超声极耳焊接设备厂家
变幅杆的作用有两个,一是将换能器的振动位移放大或速度位移放大,或者把超声能量集中在较小的辐射面上起聚能作用。夹芯式压电陶瓷换能器在20kHz电激励信号作用下的伸缩变形很小,一般在4~5μm左右,不能直接传递到焊件,而变幅杆则可以将其放大到20~30μm,能更好地进行能量传递和焊接;二是作为机械阻抗变换器,在换能器和声负载之间进行阻抗匹配,使超声能量更有效地向负载传递。变幅杆的固有频率应与换能器的谐振频率一致,以获得**小的声阻抗,从而使轴向振幅比较大,提高能量转化效率。为此,在设计变幅杆时,其长度应为基波半波长或其整数倍,并通过数值模拟或有限元分析的方法进行模态分析,修正设计缺陷,保证其科学合理的谐振频率、谐振长度、放大系数和形状因数,从而在源头上保证变幅杆与换能器的匹配。图5为所设计变幅杆的结构示意图,I区、III区为定截面,II区为锥形变截面,R为过渡半径,II区将振幅逐渐放大。图6为变幅杆有限元模态分析效果图,当频率为接近于换能器频率的某一值时,变幅杆轴向振动比较好。另外,在机械加工中,充分保证设计几何尺寸,严格约束公差,保证变幅杆的加工精度,将加工制造带来的影响降到**小。 浙江超声极耳焊接设备厂家
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。