江西跑合机共同合作 服务为先 上海静动平衡机制造供应
- ¥0.000
- 更新 2023-11-30
- 地区 上海宝山区长江西路755号1楼厂房
- 联系 周毅 19941910548
- 上海静动平衡机制造有限公司进入店铺 >>
信息介绍 / Information introduction
机床数控系统发出准停指令时,电气系统自动调整主轴至M低转速,0.2~0.6s后定位凸轮28的定位器液压缸与液压油接通,活塞压缩弹簧并使滚子与定位凸轮28的外圆接触。当主轴旋转使滚子落入定位凸轮28的直线部分时,由于活塞杆的移动,与其相连的挡块使微动开关a动作,通过控制回路的作用,一方曲使主轴传动的各电磁离合器都脱开而使主轴以惯性缓慢转动,并且断开定位凸轮27定位器液压缸的液压油,在弹簧力作用下活塞杆带动滚子退回;另一方面,隔0.2~0,江西跑合机共同合作.5S后,定位凸轮27的定位器液压缸下腔接通液压油,活塞杆带着滚子移动,使滚子与定位凸轮27的外圆接触,当主轴以惯性转动,江西跑合机共同合作,使滚子落入定位凸轮27上的V形槽内时,即将主轴定位,同时微动开关b动作,发出主轴准停完毕的信号。当刀具连同刀夹装入主轴并使主轴重新转动时,江西跑合机共同合作,先发出信号,控制换向阀凸轮27的油路变换,使定位器滚子从定位凸轮27的V形槽中退出,同时使微动开关动作,发出主轴准停释放信号。使用合适的润滑油或润滑脂进行润滑。江西跑合机共同合作
(1)拆下雕刻机主轴前后端盖及前后螺母; (2)从轴的前端向后用力推出主轴及后轴承座,直线轴承等附件; (3)轴承垫圈。 雕铣机主轴操作的基本注意事项有哪些吗? 1.雕刻过程中,严禁近距离观察,以防止切屑飞入眼睛,观察时要暂停雕刻,关闭电机主轴并确定电机主轴不再旋转。 2.雕铣机主轴维修装卡刀具时露出卡头的长度须参照雕刻工件、夹具而定,在满足条件情况下露出卡头的长度尽量的短,当刀具的总长度小于22mm时,严禁继续使用。 3.装卡刀具时,须先将卡头里的灰尘及杂物清理干净,把卡头装入压帽内并放正,再一起装到电机主轴上并将刀具插入卡头,再锁紧压帽,上下刀松紧压帽的时候严禁采用推拉方式而要用旋转方式。江苏动跑合机确保设备完全断电。 使用合适的工具,拆下主轴。 标记和记录每个部件的位置,以确保重新组装的准确性。

4.自动换刀系统换刀系统主要由刀库、机械手等部件组成。妆需要更换刀具时,数控系统发出指令后,由机械手从刀库中取出相应的刀具装入主轴孔内,然后再把主轴上的刀具送回刀库完成整个换刀动作。5.辅助装置包括润滑、冷却、排屑、防护、渡压、气动和检测系统等部分。这些装置虽然不直接参与切削运动,但是加工中心不可缺少的部分。对加工中心的加工效率、加工精度和可靠性起着保障作用。518这些装置虽然不直接参与切削运动,但是加工中心不可缺少的部分。对加工中心的加工效率、加工精度和可靠性起着保障作用。518
当机械手将使用过的刀具连同刀夹取出后,主轴后端的液压缸活塞中心孔通入压缩空气,经垫圈22的径向孔进入主轴前端弹簧夹头2内,将夹头内的脏物或铁屑吹掉,从而保证弹赞夹头与刀夹接触面的清洁。3、主轴准停装置。主轴11前端装有定位块29,刀夹1插入时,其上的缺口必须与定位块29对准,使定位块正好与刀夹1的缺口相接合,以在切削加工时传递转矩。当机械手抓取刀具及刀夹1时,刀夹1的缺口位置就在机械手中固定,这就要求主轴11上的定位块29每次必须停止在一个相对固定的位置上,这样才能顺利地实现刀具的安装。凸轮27和凸轮28是供主轴准停用的凸轮。"跑合"在机械中是指机器或设备在使用初期经过一定时间的运行和磨合。
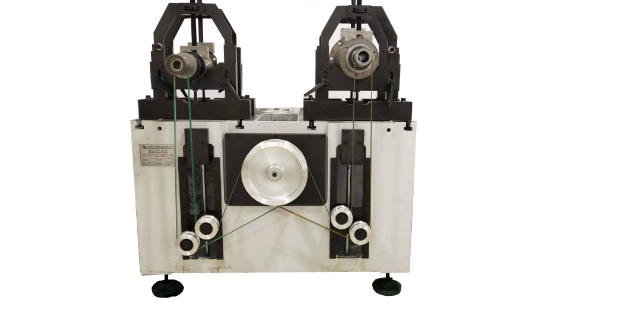
主轴电机的预热主轴电机预热是保证电机轴系能有一个良好的工作精度,这是每天开机时都要做的工作!请记住:高速电机在预热得情况下开始工作才能保证良好的工作精度!下面以额定功率上限速度为10000rpm的主轴电机举例,列出常用主轴电机的具体的预热工作程序,请大家在实际中参照不同型号电机的不同转速参数值,从低速开始按照2000转为级差进数进行预热。预热电机时注意:装卡刀具之前一定要清洗压帽、卡头和转子,并将刀具装卡到位。在主轴箱上部的床身上固定有施压装置,施压装置由压力缸和压力缸活塞杆端部安装的施压头组成。江西非标准跑合机
轴承磨损或损坏 不平衡 温度过高 振动过大 机油、润滑不足等。江西跑合机共同合作
使用拔销器拆卸主轴箱顶盖。顶盖之上有两个定位销。定位销上端有一个M5螺纹孔,用于拔销。一般来说,用户没有专门的拔销器。他们可以制作一种特殊的工具,在钢板之上钻三个孔。下方是一个6毫米的光孔,两边各有一个M6螺纹。孔。拔出销钉时,将6mm光孔与定位销钉之上的M5螺纹孔对准,拧之上M5螺丝,使螺丝压钢板。然后将M6螺丝拧入钢板两边的螺纹孔之中,均匀拧之下,抬起钢板,钢板带动M5螺丝拔出定位销。主轴维护时必须打开主轴箱并拆下主轴部件。由于数控主轴结构复杂,零件多,拆下的零件应按顺序编号,然后逐一清洗、检测,对出现故障的零件应更换。主轴选择、质量保证、安装修复、按照反序拆卸。江西跑合机共同合作
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。