北京超声金属焊接 杭州速杭超声波科技供应
- ¥0.000
- 更新 2023-11-25
- 地区 浙江杭州市富阳市浙江省杭州市富阳区银湖街道云和路38号
- 联系 许盼 19558218392
- 杭州速杭超声波科技有限公司进入店铺 >>
信息介绍 / Information introduction
使用超声波焊接设备需要注意以下几点:选择适合的超声波焊接设备:根据需要焊接的材料及其厚度,选择适合的超声波焊接设备。在选择时,还要考虑焊接的大小和需求量。准备焊接材料:将需要焊接的材料清洗干净,去除杂质和油垢,北京超声金属焊接,北京超声金属焊接,并且确保材料干燥和无尘。安装焊接头:根据焊接需要将合适的焊接头安装到超声波焊接设备上。调节焊接参数:根据焊接需要,北京超声金属焊接,调节焊接头的压力、振动频率、振动功率等焊接参数。超声波焊接设备使用前需要进行检查速杭超声波产品,以过硬的品质和过硬的性能,成为您理想的超声波解决方案。北京超声金属焊接

在超声波焊接系统工作时,换能器发出刺耳噪声,造成很大的噪声污染,影响操作人员的身心健康;变幅杆不起振造成系统不能进行焊接,分析了故障原因并给出了解决措施。功率超声焊接中的故障分析及解决措施故障现象原因解决措施,包括换能器与变幅杆松动;安装螺钉松动;拧紧安装螺杆,确保无上紧安装螺钉噪声;换能器预应力螺杆松动;预应力螺杆连接金属前板和后板,并给压电陶瓷元件施加预应力,一旦松动将不能很好地压缩陶瓷晶片,造成工作不良。此时,需要专业技术人员进行维修或报废处理;换能器晶片破裂、炸毁更换新换能器。供电异常包括线路松脱、老化、断裂等均会造成供电中断,要仔细检查,定期检视,及时处理。;预应力螺杆松脱开胶、应力破坏、压电陶瓷晶片破损、晶片烧毁等可致使换能器损坏,应及时更换;发生器损坏;异物造成发生器短路、长时间过载、外力破坏等造成发生器不工作。 温州杜肯超声焊接机定制焊接技术的发展使得焊接速度更快、自动化程度更高,提高了生产效率和质量。
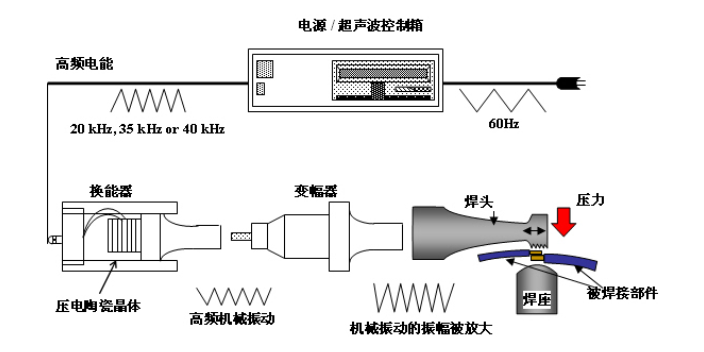
变幅杆的作用有两个,一是将换能器的振动位移放大或速度位移放大,或者把超声能量集中在较小的辐射面上起聚能作用。夹芯式压电陶瓷换能器在20kHz电激励信号作用下的伸缩变形很小,一般在4~5μm左右,不能直接传递到焊件,而变幅杆则可以将其放大到20~30μm,能更好地进行能量传递和焊接;二是作为机械阻抗变换器,在换能器和声负载之间进行阻抗匹配,使超声能量更有效地向负载传递。变幅杆的固有频率应与换能器的谐振频率一致,以获得**小的声阻抗,从而使轴向振幅比较大,提高能量转化效率。为此,在设计变幅杆时,其长度应为基波半波长或其整数倍,并通过数值模拟或有限元分析的方法进行模态分析,修正设计缺陷,保证其科学合理的谐振频率、谐振长度、放大系数和形状因数,从而在源头上保证变幅杆与换能器的匹配。图5为所设计变幅杆的结构示意图,I区、III区为定截面,II区为锥形变截面,R为过渡半径,II区将振幅逐渐放大。图6为变幅杆有限元模态分析效果图,当频率为接近于换能器频率的某一值时,变幅杆轴向振动比较好。另外,在机械加工中,充分保证设计几何尺寸,严格约束公差,保证变幅杆的加工精度,将加工制造带来的影响降到**小。
功率超声焊接系统已成功应用于热可塑性塑料材料的焊接,但并非所有的塑料材料都可以实现超声波焊接,焊接系统对包装薄膜材料表现出一定的适应性。对于不同的包装薄膜材料,其熔点、焊接功率、焊接电流、焊接压力、焊接振幅、焊接时间均各不相同,但都有一个共同点,即熔点越高所需焊接功率、焊接电流、焊接压力、焊接振幅越大,焊接时间也越长。而对于既定功率超声焊接系统,尤其是换能器的功率是固定的,超出了其上限,将导致焊接不理想甚至失败,故对于不同的材料应综合考虑,选择比较好功率超声焊接系统。经试验,所设计系统可以较好地完成PET、可降解玉米纤维、尼龙滤布、食品应用级无纺布等材料的无缝焊接。速杭超声波产品,品质优,让您物超所值,赢得丰厚的回报。

超声波焊接是一种高效、高质量、环保、节能的非常规焊接方式。在进行超声波焊接时,需要注意以下几点:材料选择:首先要根据需要焊接的材料类型,选择适合的焊接工艺和设备,并严格按照焊接材料的性质和特点来进行操作。处理表面:焊接前需要对要焊接的工件表面进行必要的清洁和处理,以确保焊接部位表面光滑、无污染,并尽可能保持干燥状态。机械夹紧:焊接过程中,需要保持被焊接的工件与钳位之间的压力稳定,以确保焊接部位持续稳固地接触。温度控制:超声波焊接过程中,焊接部位会产生一定的温度,因此需要控制焊接部位的温度,避免出现热应力开裂等问题。焊接时间和频率控制:焊接时间和频率会影响到焊接部位的连接质量,因此需要根据实际情况和设备参数来设置恰当的焊接时间和频率。检查并修整:完成焊接后,需要仔细检查焊接部位的质量和连接强度,并开展必要的修整工作,以确保焊接连接质量达到标准要求。总之,超声波焊接具有操作简单、效率高、节能环保等优点,但在操作时也应注意以上事项,以保证焊接质量和安全性。 凭借超声波焊接技术,速杭产品达到了行业上游的质量水平。深圳28k超声波焊接设备调试
速杭超声波设备,严格把控每一个细节,为您带来高能的超声波体验。北京超声金属焊接
超声波焊接是一种常用的PVC材料连接方法,它具有速度快、效率高、连接可靠等优点。在使用超声波焊接PVC材料时,需要注意以下几个方面:材料清洁度:在进行超声波焊接之前,需要确保PVC材料的表面清洁,没有灰尘、油污或其他杂质。任何杂质都可能导致焊接不良或连接强度降低。材料厚度:超声波焊接适用于较薄的PVC材料,通常在。过厚的材料可能会影响超声波的传播和焊接效果。材料匹配性:不同的PVC材料具有不同的物理和化学性质,例如熔点、流动性和硬度等。在选择焊接材料时,需要确保它们之间的匹配性,以获得良好的焊接效果。焊接温度:超声波焊接需要在适当的的高温下进行,通常在200℃到220℃之间。温度过低可能导致材料无法熔融,温度过高可能导致材料烧焦或降解。焊接时间:焊接时间也是影响超声波焊接效果的重要因素。焊接时间过长可能导致材料过热和降解,焊接时间过短可能导致连接不牢固。焊接压力:在超声波焊接过程中,需要施加适当的的外力来使两个PVC材料紧密贴合。压力过大或过小都可能导致焊接不良。设备选择:不同的超声波设备具有不同的功率、频率和振幅等参数。在选择超声波设备时,需要依据PVC材料的性质和厚度来选择合适的设备,以保证焊接效果。总之。 北京超声金属焊接
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。