宁波超声口罩焊接工具头 杭州速杭超声波科技供应
- ¥0.000
- 更新 2023-11-22
- 地区 浙江杭州市富阳市浙江省杭州市富阳区银湖街道云和路38号
- 联系 许盼 19558218392
- 杭州速杭超声波科技有限公司进入店铺 >>
信息介绍 / Information introduction
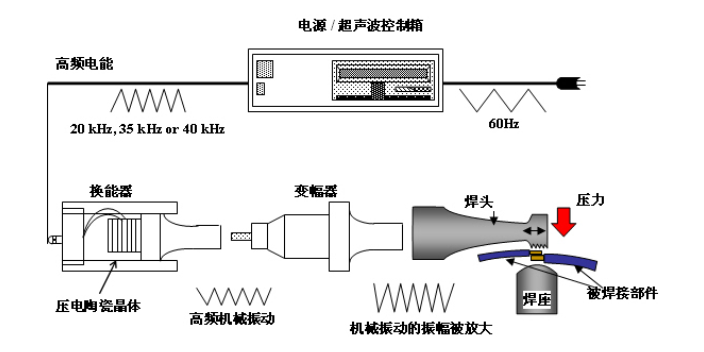
上世纪80年代森荣司等又提出夹心弯曲换能器结构。90年代根本佐久良雄等人则提出了夹心扭转换能器结构。随后又出现了弯曲振动变幅杆和扭转振动变幅杆,扩大了工业应用范围。除了以上杆件形状外,在大功率超声冷拔丝、管等应用中出现了等厚度或变厚度的盘形或环形聚能器;在超声焊接、切割中又出现了大型块状变幅杆件,宁波超声口罩焊接工具头。超声波和其它声波一样,是一系列的压力点,即一种压缩和膨胀交替的波(如下图示),宁波超声口罩焊接工具头。如果声能足够强,液体在波的膨胀阶段被推开,宁波超声口罩焊接工具头,由此产生气泡;而在波的压缩阶段,这些气泡就在液体中瞬间爆裂或内爆,产生一种非常有效的冲击力,特别适用于清洗。这个过程被称做空化作用。速杭超声波设备,优品质,值得信赖,助您实现高能、准确的超声波应用。宁波超声口罩焊接工具头
超声波焊接是一种常用的非常规焊接方式,具有以下优点:焊接速度快:超声波焊接的焊接速度一般在1-10秒之间,是传统焊接的十倍以上,因此可大幅提高工作效率。焊接强度高:由于超声波焊接时,不需要将材料加热至熔点,而是通过机械振动产生热能,因此避免了热引起的变形和质量问题,焊接强度高。环保节能:超声波焊接没有明火和污染物,对环境无污染,同时由于其节能特性,能够降低电能消耗和生产成本。对焊接材料的影响小:由于焊接过程中的温度较低,因此此焊接过程对金属材料的化学和物理性质的影响很小,以维护被焊接的材料的完整性和原有性能。可自动化、智能化:超声波焊接可以结合现代机械、电子和智能控制技术,实现半自动或全自动的焊接生产线,增加工作安全性和质量稳定性。总之,超声波焊接是一种高效、高质量、环保、节能的非常规焊接方式。在实际应用中,需要充分考虑材料类型和形状、设备特点和要求等因素,选择合适的超声波焊接技术,并严格按照操作规程进行工作,以确保焊接质量和生产效率。 超声波焊接设备非标定制速杭超声波设备,具有高稳定性、高精度和高能率的特点,助您实现生产目标。

焊接方法有多种,以下是其中几种:电弧焊电弧焊是一种常见的焊接方法。这种方法通过在工件上使用电极产生电弧来将两个工件相互连接。在焊接中,电弧会加热和融化两个工件的表面,使它们相互融合。常见的电弧焊包括手工电弧焊、氩弧焊和等离子弧焊等。气体保护焊气体保护焊是一种将工件通过在其周围施加保护气体,从而防止氧气侵入并形成氧化物的焊接方法。**常见的气体保护焊是氩弧焊,该方法在焊接时为工件周围施加氩气以保护焊接区域。熔化焊熔化焊是一种将材料熔化并将其作为黏合剂来连接两个材料的焊接方法。在这种焊接中,一个热源(火焰、其它热能或者电)被用于加热材料,从而融化它们并将它们粘合在一起。点焊点焊是一种将两个材料连接在一起的方法。在点焊中,两个材料通过在它们之间施加高电压和电流进行加热,使它们融在一起。该过程*持续几秒钟,因此非常适合在生产线上进行。无论采用哪种焊接方法,都需要依靠其特定的技术与工具,并且需要根据所需的应用场景选择**适合的方法。
在功率超声焊接系统工作中,换能器温升、材料刚度、工具损耗及负载力等可变因素均使得换能器的谐振频率发生漂移,偏离比较好谐振状态。为此,必须进行发生器与换能器的匹配,否则将使换能器不能正常工作,甚至导致换能器的损坏。以往系统采用手动调节发生器电感、电压及频率,实现发生器与换能器的匹配,费时费力且效果不太理想。后经技术改进,现有系统采用电流反馈式频率自动跟踪发生器,安装在主回路的电流传感器检测换能器的工作电流,经A/D转换给单片机,单片机将即时电流值与上次检测的电流值比较判断后,发出控制命令给脉冲发生器,改变脉冲发生器的输出频率,使发生器输出与设定电流值对应的频率值,通过驱动电路给半桥逆变电路,再经阻抗匹配电路将谐振频率传递给换能器,从而实现换能器工作谐振频率的闭环动态自动调整与匹配。 速杭超声波产品的高质量,得益于严格的生产过程和质量掌控。
超声波焊接和气焊是两种不同的焊接方法,二者之间主要的区别在以下几个方面:焊接方式:超声波焊接是一种非接触的焊接方式,主要利用超声波产生的振动能量来实现金属或塑料材料的连接。而气焊则通过喷射燃烧气体的热能,使金属材料熔化并实现连接。材料适用性:超声波焊接主要适用于塑料材料及铝、铜、锌等低熔点金属材料的连接。而气焊适用范围较广,可以焊接钢铁、铜、镍等大量金属材料。易操作性:超声波焊接操作较为简单,只需要将工件夹紧后启动设备即可;气焊操作相对复杂,需要进***体的选择、焊接时间的控制、涂料的处理等多项工作。焊接质量:超声波焊接具有无污染、焊接牢固等优点,能够实现高质量的连接。而气焊常常会出现焊缝裂纹、气孔、变形等缺陷。总之,超声波焊接和气焊在焊接方式、材料适用范围、易操作性和焊接质量等方面都有所区别。在选择何种焊接方法时,需要根据具体的应用场景和需求进行判断和选择。 速杭超声波产品,品质优,让您物超所值,赢得丰厚的回报。杭州超声无纺布焊接机使用
速杭超声波设备,以过硬的性能和过硬的质量,赢得客户的赞誉和信赖。宁波超声口罩焊接工具头
变幅杆的作用有两个,一是将换能器的振动位移放大或速度位移放大,或者把超声能量集中在较小的辐射面上起聚能作用。夹芯式压电陶瓷换能器在20kHz电激励信号作用下的伸缩变形很小,一般在4~5μm左右,不能直接传递到焊件,而变幅杆则可以将其放大到20~30μm,能更好地进行能量传递和焊接;二是作为机械阻抗变换器,在换能器和声负载之间进行阻抗匹配,使超声能量更有效地向负载传递。变幅杆的固有频率应与换能器的谐振频率一致,以获得**小的声阻抗,从而使轴向振幅比较大,提高能量转化效率。为此,在设计变幅杆时,其长度应为基波半波长或其整数倍,并通过数值模拟或有限元分析的方法进行模态分析,修正设计缺陷,保证其科学合理的谐振频率、谐振长度、放大系数和形状因数,从而在源头上保证变幅杆与换能器的匹配。图5为所设计变幅杆的结构示意图,I区、III区为定截面,II区为锥形变截面,R为过渡半径,II区将振幅逐渐放大。图6为变幅杆有限元模态分析效果图,当频率为接近于换能器频率的某一值时,变幅杆轴向振动比较好。另外,在机械加工中,充分保证设计几何尺寸,严格约束公差,保证变幅杆的加工精度,将加工制造带来的影响降到**小。 宁波超声口罩焊接工具头
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。