上海质量跑合机 服务为先 上海静动平衡机制造供应
- ¥0.000
- 更新 2023-11-08
- 地区 上海宝山区长江西路755号1楼厂房
- 联系 周毅 19941910548
- 上海静动平衡机制造有限公司进入店铺 >>
信息介绍 / Information introduction
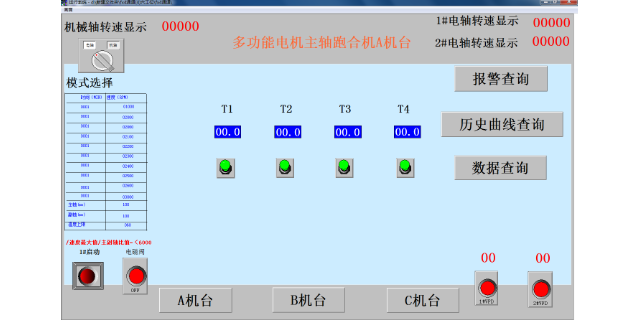
主轴跑合特色:1、操作简单,上海质量跑合机、携带方便,监控主轴,提供主轴过温降速及超温停机两套保护功能。2、智慧跑合程序控制,上海质量跑合机,采渐进式提速,完成主轴的跑合,提供更专业的主轴性能检测。3、保护测试过程中,轴承不会因为异常温升,影响精度与预压量,或性能衰竭或损毁。4、温度传感器具有自我检知功能,如监控过程中温度传感器发生异常,系统自动警报。5、温度传感器具高度可靠性,本系统具有温度校正之功能,不必担心更换温度传感器。6、安全跑合设计,具自动升速和自动降速之功能,可设定先升、后降、再升速的模式,上海质量跑合机。7、可以自由设定主轴每一段转速的正、反转方向,方便快甩润滑油脂,缩短跑合时间。8、提供手动与自动两种跑合模式,可以有效缩短主轴跑合的时间,并且提高生产效率。霍尔元件的固定螺丝在长时间使用之后会松动。上海质量跑合机
加工中心具有存储刀具的刀库,刀具和刀夹组合好后按给定的位置存入刀库。加工过程中需要更换刀具时,根据程序指令,由机械手将已已不再受夹紧力的刀具连同刀夹从主轴中取出,放回刀库中给定的位置,然后再将所需要的刀具连同刀夹从刀库中取出并插入主轴中的弹簧夹头内。当机械手将新换的刀具连同刀夹插入主轴中的弹簧夹头2内后,刀夹1的尾部顶在定位螺钉5的端面上。这时发出夹紧信号,主轴后端液压缸左腔进入液压油,液压缸活塞23向右移动从位,在碟形弹资18和20弹簧力的作用下,刀夹1被弹簧夹头2夹紧和拉紧。松开刀夹1时,为使主轴轴承免受来自液压缸活塞的推力,采用了卸荷结构。即在液压缸支架I9与主轴箱14之间采用浮动连接方式,液压缸支架I9是用螺钉与连接座I5固定联接的,而连接座15则使用螺钉17通过连接弹簧16压紧在主轴箱14后端面上的。当液压缸右腔通液压油而活塞23左移时,液压缸的右端面也同时承受压力,此时整个液压缸支架19及连接座15压缩连接弹簧16向右移动,连接座15的右端面压紧主轴上的圆螺母13,这样在松开刀夹1时,液压作用力直接由连接座15及液压缸支架19承受,因此主轴不承受液压推力作用。河北跑合机诚信合作使用专门的平衡机检测主轴的平衡状况。
二、主轴维修和故障排除法 主轴在高湿度、多粉尘、大温差等苛刻环境中长期服役,不但要满足高精度的加工需求,还要能持续稳定的日夜运行,这也是每颗主轴的价值所在 ,咱们看看主轴修复过程: 1、加工中心镗孔精度下降,圆柱度超差,主轴发热,噪声大,但用手拨动主轴转动阻力较小。 (1)故障分析:主轴部件解体检查,发现故障原因如下:①主轴轴承润滑脂内混有粉尘和水分,这是因为加工中心用的压缩空气无精滤和干燥装置,故气动吹屑时少量粉尘和水气窜入主轴轴承润滑脂内,造成润滑不良,导致发热且有噪声;主轴内锥孔定位表面有少许碰伤,锥孔与刀柄锥面配合不良,有微量偏心;②前轴承预紧力下降,轴承游隙变大;③主轴自动夹紧机构内部分碟形弹簧疲劳失效,刀具未被*拉紧,有少许窜动。
CNC加工中心主轴的工作原理基于电机的驱动和轴承的支撑。电机产生的动力被传递给主轴,主轴通过轴承的支撑保持稳定运转。精确的控制系统能够调节主轴的转速、进给速度和位置,实现不同类型工件的精密加工。CNC加工中心主轴的关键技术1.高速驱动技术:CNC加工中心主轴需要具备高转速的特点,以实现高效的加工。高速驱动技术包括电机的选型、传动系统的设计和优化,以及冷却系统的保障,确保主轴在高速运转时保持稳定和可靠。刚性和精度控制技术:CNC加工中心主轴需要具备高刚性和精度,以实现复杂零件的精密2加工。刚性控制技术涉及主轴结构的设计和材料的选择,以提高主轴的刚性和抗振能力。精度控制技术包括轴承的选用、控制系统的精确度,以及振动和热变形的补偿措施,以保证加工的精度和质量本实用新型具有装卡方便,跑合时施加的压力可精确控制。
)磨合之前必须清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时必须保证顺时针旋转。5)从主轴电机允许的转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。经研究发现,换刀过程之中产生的巨大噪音发生在机械手插刀阶段。内蒙古跑合机怎么样
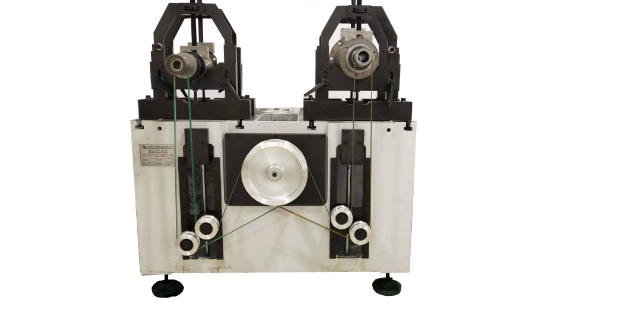
跑合机包括床身、电机、变速箱、主轴,其特征在于主轴安装在床身上的主轴箱上。上海质量跑合机
1、刀具自动夹紧装置。刀具自动夹紧装置中刀夹1的内孔用来安装刀具,刀夹1的夹紧与松开动作由弹簧夹头2和轴向拉紧机构控制。弹簧夹头2与拉套10采用螺纹联接,拉套10左端螺纹部分开有轴向槽,其内孔为锥孔,锁紧件8旋入拉套10左端内螺纹孔内,在锁紧件8外锥体的作用下,拉套10开有轴向槽的螺纹部分与弹簧夹头2上的螺纹联接锁紧。主轴11后端有碟形弹簧18,在弹簧力的作用下,拉套10向右拉紧弹簧夹头2,将刀夹1紧紧夹住。为使刀夹1在主轴孔内准确定位,固定在主轴11上的定位小轴6上有一颗定位螺钉5,其端面是刀夹1的轴向定位面。装在拉杆9右端的碟形弹簧20,使拉杆9经常承受向右的弹簧力,固定在拉杆9左端的定位套筒7内的钢球4就将刀夹1右端轴颈夹持并向右拉动,直至刀夹1右端面紧靠在定位螺钉5的定位端面上。上海质量跑合机
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。