上海孔加工刀具供应商 欢迎来电 上海每卓实业供应
- ¥0.000
- 更新 2023-08-09
- 地区 上海奉贤区肖湾路511号2幢3层
- 联系 田先生 15021106412
- 上海每卓实业有限公司进入店铺 >>
信息介绍 / Information introduction
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀,上海孔加工刀具供应商、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻,上海孔加工刀具供应商、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀,上海孔加工刀具供应商、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。致力于为客户提供稳定品质成型刀具。上海孔加工刀具供应商

PCBN制成的刀具**适应于硬零件的切削加工。实际上,被加工零件硬度的下限是45HRC。如果用PCBN刀具加工硬度低于45HRC的零件,就将产生刀痕。在粗加工中,用整体PCBN刀具切削加下的比较大切削深度,在4.76~6.4mm的范围内变化加工白铁和其它硬的高铬铁比较大切削深度约为4.76mm,加工非合金的纯铸铁比较大切削深度为6.4mm,精加工的切削速度范围从加工高铬铁的107~122m/min到加工灰铸铁的高达2134m/min内变化。一切用PCBN刀具的加工,都要求使用刚性非常好的工具、夹具、主轴和机床。恰当的PCBN刀具精加工切削速度随着工件材料、材料高度以及零件的尺寸和形状的不同而***变化。例如,你可以在加工洛氏硬度60~62HRC的硬化钢时,以0.51mm的切削深度达到183m/min的切削速度;进给量为0.05~O.1mm/r可以加工出较低的表面粗糙度;材料越硬要求的切削速度越高。但是,切削速度大于约198m/min时,将导致过度磨损。加工普通铸铁可以用非常高的切削速度。刀尖形PCBN刀具无论是用于粗加下还是精加工都是既经济又可靠的。但是在有此场合要求使用整体刀具和全断面形刀具。粗镗带有铸造毛刺的气缸衬里的中间部位,就是一个典型的例子。上海孔加工刀具供应商面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。

1、玉米铣刀,又称玉米棒铣刀,又叫鳞状铣刀,表面看是密集螺旋网纹状的,槽比较浅,一般都是用于一些功能材料之类的材料加工,特别是像一些碳纤维的卡夫拉材料(像飞机的机翼的外壳之类的)玻璃纤维等复合材料!!整体硬质合金鳞状铣刀,切削刃是由许多切削单元组成,切削刃锋利,从而极大地降低了切削阻力,而且可以实现高速切削,达到了以铣代磨的效果,提高了复合材料的加工效率和表面质量,延长了铣刀的使用寿命。2、波形刃立铣刀。它是在普通高速钢立铣刀的螺旋前刀面的基础上,用**铣夹具将螺旋前刀面再加工成波浪形螺旋面,它与后刀面相交成波浪形切削刃。相邻两波形刃的峰谷沿轴线错开一定距离,使切削宽度***减小,而切削刃的实际切削厚度约增大三倍,切下的切屑窄而厚,降低了切削变形程度,并使切削刃避开表面硬化层而切入工件。波形刃使切削刃各点刃倾角、工作前角以及承担的切削负荷均不相同。而且波形刃使同一端截面内的齿距也不相同。这些因素**减轻了切削力变化的周期性,使切削过程较平稳。铣削气割钢板等粗糙表面的工件,波形刃立铣刀尤其能显示出其优良的切削性能。
金刚石刀具选购技巧有哪些?哪种刀具好?选购金刚石刀具的时候,还是要了解好其具体品质如何。这类刀具一旦质量不过硬,加工产品质量和精度都会受到影响,还会导致不必要的材料浪费,会提升加工成本。所以一开始选购刀具就要保证其质量,那么该如何选择比较不错的刀具呢?哪种产品质量好呢?粒度的比较因为金刚石颗粒粗,单一颗粒刀头其实非常锋利,切割效率高,不过金刚石结块抵抗弯曲强度会减小。而金刚石颗粒细,或者是有粗细混合的情况,那么刀头使用持久度高,但是切割的效率相对低一些。所以选择金刚石刀具要考虑到颗粒数,一般在50-60之间是比较合适的,选购的时候就要特别注意好具体参数的情况。分布密度的比较金刚石分布密度逐步变大,那么其瑞利星和切割效率都是会下降的,切割的期限也同样会变长。但是要特别注意密度太大肯定锯片不锋利,但是分布密度低、颗粒粗,效率也同样会提升。所以还是要注意好运用的环境情况,这样也可以有利于后续的加工。强度的比较金刚石刀具的强度情况也是要提前确认好的,如果金刚石强度高,那么警惕不容易被切割,磨粒在使用过程中会被抛光,锐利度减小,那么就会导致刀具的性能变差。而其强度比较低。致力于为客户提供稳定品质的CBN刀具。
CBN刀具是指使用立方氮化硼(CubicBoronNitride)作为刀具切削刃的一种刀具。CBN是一种由氮化硼晶体合成而成的材料,具有极高的硬度和耐磨性。CBN刀具之所以被称为CBN刀具,是因为其刀具切削刃采用了立方氮化硼材料。立方氮化硼是一种由硼和氮原子组成的晶体结构,具有类似金刚石的硬度和耐磨性,但在高温下更加稳定。CBN刀具具有以下特点:高硬度:CBN刀具的硬度比传统的硬质合金刀具高几倍,能够在高速切削中保持刀具的尖锐度和耐磨性。耐磨性:CBN刀具的切削刃具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度,减少刀具更换的频率。优异的导热性:CBN刀具具有良好的导热性能,能够迅速将切削过程中产生的热量散发出去,减少刀具的热膨胀和变形。适用范围广:CBN刀具适用于加工硬质材料,如高速钢、工具钢、铸铁、热处理钢等,具有***的应用领域。总之,CBN刀具之所以被称为CBN刀具,是因为其刀具切削刃采用了立方氮化硼材料,具有高硬度、耐磨性和导热性等优点,适用于加工硬质材料。 非标刀具有很多,例如合金铣刀、合金钻头、合金铰刀等。上海数控机床刀具
PCD刀具就是聚晶金刚石刀具,PCBN刀具就是聚晶立方氮化硼刀具,都是人工合成的聚晶产品。上海孔加工刀具供应商
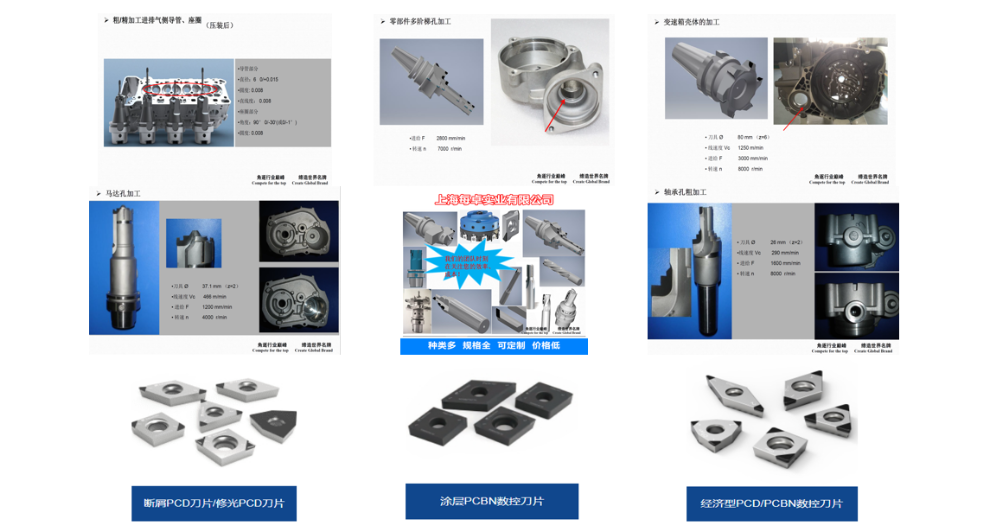
PCD铰刀,在孔加工领域有着举足轻重的地位,因其确保孔的终加工精度要求,在孔加工领域,PCD铰刀都是需要加工精度比较高的孔,在零件加工中,也是容易出现加工不良问题,PCD铰刀在汽车配件领域,应用及其,因其寿命,和加工的后的光洁度较高,在汽车配件加工中,也是常见的刀具,一般加工定位孔,或者精度比较高的装配孔。PCD成型铰刀PCD成型刀,包含PCD成型铣刀,PCD成型铰刀,以及PCD成型钻头,孔的成型加工,越来越被机械加工领域的工程师们接受,因其缩短了加工节拍,又节约了刀具成本,同时PCD成型刀又能提高加工效率,在有色金属加工领域,尤其是变速箱,发动机等零件加工中,逐渐得到推广,PCD成型刀,也被称为孔加工刀具高度复合刀具,尤其在加工铝合金多阶梯孔,PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。上海孔加工刀具供应商
上海每卓实业有限公司依托可靠的品质,旗下品牌AKIZ,森泰英格,恒峰,沃尔德以高质量的服务获得广大受众的青睐。业务涵盖了液压夹具,非标数控刀具,数控刀柄,齿轮刀具等诸多领域,尤其液压夹具,非标数控刀具,数控刀柄,齿轮刀具中具有强劲优势,完成了一大批具特色和时代特征的五金、工具项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。随着我们的业务不断扩展,从液压夹具,非标数控刀具,数控刀柄,齿轮刀具等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。值得一提的是,每卓实业致力于为用户带去更为定向、专业的五金、工具一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘AKIZ,森泰英格,恒峰,沃尔德的应用潜能。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。